

Глава I. Техническая характеристика и конструктивное исполнение электродвигателей
Глава II. Характерные повреждения электродвигателей и причины их возникновения
Глава III. Разборочно-сборочные работы при ремонте электродвигателей
Глава IV. Ремонт статоров электродвигателей
Глава V. Ремонт роторов и воздухоохладителей
Глава VI. Ремонт подшипниковых узлов электродвигателей
Глава VII. Модернизация электродвигателей
Глава VIII. Электрические испытания и измерения при ремонте электродвигателей
Приложения
4. РЕМОНТ СTATOPOB ЭЛЕКТРОДВИГАТЕЛЕЙ
Ремонт активной стали статора.
Перед ремонтом осматривают и проверяют: крепление сердечника, состояние сварных швов, крепление вентиляционных распорок и нажимных пальцев. Слабо закрепленные вентиляционные распорки и нажимные пальцы приваривают к активной стали, стараясь не замкнуть листы активной стали между собой во избежание появления замкнутого контура. Дефекты сварных швов устраняют подваркой. При проведении сварочных работ ремонтируемую часть отгораживают асботканью во избежание попадания шлака и окалины в вентиляционные каналы и обмотку.
При осмотре поверхности расточки статора проверяют отсутствие мест повышенных нагревов и оплавлений, нарушения межлистовой изоляции, коррозии, забоин и деформации пакетов и распорок, а также ослабления прессовки стали. В местах ослабления прессовки обычно появляется пыль кирпичного цвета, количество которой пропорционально степени ослабления. Плотность прессовки стали проверяют специальным щупом шириной 20 мм и с углом заточки 15°. Плотность прессовки считают удовлетворительной, если от усилия 98 — 118 Н (10 — 12 кгс) щуп не входит между сегментами глубже 4 мм всей плоскостью лезвия.
Ослабление пакета активной стали устраняют установкой в зубцовую зону специально изготовленных клиньев из стеклотекстолита марки СТЭФ, толщина и количество которых зависит от величины ослабления пакета. Из зоны ослабленных пакетов удаляют пазовые клинья. Поверхности прилегания сегментов стали и уплотняющих клиньев обезжиривают, покрывают лаком БТ-99 и забивают клин в ослабленное место.
Если одновременна с ослаблением зубцов произошло нарушение лакового покрытия отдельных сегментов, прилегающих к месту установки клиньев, то перед установкой клина между сегментами у коронки зубца вставляют прокладки из слюды на лаке БТ-99. Стеклотекстолитовый клин опиливают заподлицо с профилем зубца. Опиловка и повреждение прилегающих сегментов активной стали недопустимы. Места ремонта покрывают лаком БТ-99, и обмотку заклинивают пазовыми клиньями. Стыки пазовых клиньев не должны совпадать с стеклотекстолитовым клином.
Местные замыкания на поверхности расточки статора устраняют травлением кислотой. Активную сталь подготавливают к индукционному нагреву. При намотке намагничивающей обмотки обеспечивают свободный доступ к местам повреждений. Установив в зоне повреждения термодатчики, включают намагничивающую обмотку и повышают температуру поврежденных участков до 70 — 95°С, отмечая мелом их границы. Обмотку и вентиляционные каналы, находящиеся вблизи места ремонта пакетов активной стали, защищают от кислоты и стружки асбестовой замазкой и резиновыми ковриками.
Поврежденные участки активной стали зачищают. Зачистку производят вдоль листов. Образующуюся стружку и пыль удаляют пылесосом. В зоне повреждения устанавливают термодатчики, включают намагничивающую обмотку и нагревают до 75 — 105°С. Отключают намагничивающую обмотку и протравливают зачищенные участки тампоном, смоченным в концентрированной азотной кислоте, не допуская растекания кислоты за пределы обрабатываемого участка. Большие площади обрабатывают кислотой последовательно небольшими участками.
После каждой обработки кислотой длительностью 1 — 2 мин протирают обрабатываемый участок салфетками, смоченными теплой дистиллированной водой для удаления образующейся при травлении соли азотнокислого железа. Обработку повторяют 5 — 6 раз. Обрабатываемый участок осматривают через лупу. Лаковая пленка между сегментами активной стали должна просматриваться сплошными тонкими линиями. Если она видна прерывистой линией, то травление повторяют. Если температура ремонтируемого участка упала ниже 55°С, травление прекращают, так как реакция травления значительно замедляется. Повторяют нагрев и травление стали.
После окончания травления остатки кислоты нейтрализуют 4 — 5-кратной обработкой протравленных мест ватными тампонами, смоченными 10%-ным раствором кальцинированной соды. Нейтрализованные участки промывают теплой Дистиллированной водой (40 — 60°С), протирают насухо салфетками и промывают спиртом. Удалив защитную обмазку из пазов, зазоров и вентиляционных каналов, вторично промывают ремонтные участки спиртом. Если нагрев сердечника по каким-либо причинам осуществить невозможно, то травление производят раствором 3HCl + 2HNO3 при температуре стали, равной температуре окружающего воздуха.
Если в сердечнике есть повреждения, уходящие к корню зубца, то необходимо удалить часть этого зубца. В зависимости от глубины повреждения зубцов активной стали ремонт их с изготовлением заполнителей можно выполнять без выемки или с выемкой катушек. В последнем случае до начала ремонта поврежденных зубцов демонтируют катушки в зоне повреждения. Поврежденный зубец статора в зоне повышенного нагрева высверливают на необходимую глубину. Затем удаляют поврежденные лепестки активной стали. Местные поверхностные замыкания сегментов в зоне удаленных лепестков устраняют путем зачистки абразивом и травлением кислотой с последующей нейтрализацией. Затем испытывают активную сталь на потери и нагрев.
При положительных результатах испытаний на место выбранной части зубца ставят заполнитель из стеклотекстолита СТЭФ, обеспечивая подгонкой плотное прилегание его в сердечнике. Места активной стали и заполнитель обезжиривают и просушивают. Перед установкой заполнитель и прилегающие к нему поверхности сердечника покрывают эпоксидным лаком или эпоксидным клеем ЭК-3, рецепт которого приведен в приложении 1. После установки заполнителя проверяют плотность пакета активной стали с обеих сторон заполнителя.
Обнаруженные при испытаниях активной стали перед началом ремонта завышенные (сверх нормы) удельные потери, означают общее старение активной стали. Это требует полной перешихтовки и переизолировки активной стали. Полная или частичная перешихтовка может также потребоваться при большом объеме повреждений стали. В этом случае вместо поврежденных устанавливают новые сегменты. Перешихтовка сердечника совмещается с перемоткой обмотки статора.
После демонтажа обмотки статор устанавливается на торец для расшихтовки сердечника. До начала расшихтовки составляют эскиз сердечника. Для этого замеряют размеры паза, длину каждого из пакетов по расточке и спинке и общую длину сердечника. Микрометрическим штихмасом замеряют диаметр расточки статора в трех сечениях по длине сердечника. По данным заводских чертежей и фактических размеров изготовляют калибры, струбцины для замера толщины сердечника и др.
Опорные и прессующие кольца изготовляют из стали толщиной не менее 1,5 толщины нажимного кольца статора. В прессующем кольце делают окна против сборочных клиньев для возможности прохода кольца в станину. По внутреннему диаметру расточки статор в прессующих кольцах вырезают пазы для прохода сборочных калибров, количество которых определяется числом сегментов в одном слое, из расчета не менее двух калибров на один сегмент.
Калибры (рис. 19) изготовляют из стали Ст3, цементируют и закаливают до твердости HRC54 — HRC57. По опыту ЛПЭО «Электросила» для мощных электродвигателей толщина сборочных калибров, мм, определяется по формуле:
Толщина рихтовочного калибра, мм,
Толщина контрольного калибра, мм,
где b шт — ширина паза, мм, в штампе; b св — ширина паза, мм, в сердечнике.
Расшихтовке сердечника предшествует демонтаж бандажных колец и кронштейнов с одной стороны статора. Для ослабления пакета активной стали удаляют фиксирующий элемент конструкции. Ввернув в резьбовые отверстия рымболты, демонтируют нажимное кольцо, нажимные пальцы и приступают к расшихтовке сердечника.
 |
Рис. 19. Калибры для сборки активной стали статора:
а — сборочный;
б — рихтовочный;
в — контрольный
Сегменты активной стали по наружному диаметру имеют пазы в виде открытого «ласточкина хвоста» (облегчающие процесс расшихтовки и шихтовки сердечника), в которые заходят шихтовочные клинья.
На внутренней поверхности сегментов имеются прямоугольные пазы для обмотки с треугольными канавками в верхней части для установки пазовых клиньев обмотки. Ширина пазов для катушек обмотки в собранном сердечнике (паз в свету) меньше, чем в отдельном сегменте после штамповки (паз в штампе), так как пазы «ласточкин хвост» в сегменте больше размеров шихтовочного клина. Вследствие наличия зазоров между указанными пазами и клиньями возможен тангенциальный сдвиг сегментов при шихтовке сердечника с появлением «гребенки» в пазу. Кроме основных сегментов в сердечнике есть сегменты с укороченными зубцами, из которых набраны концевые пакеты и нажимные сегменты, передающие сердечнику усилия от нажимных колец. После выполнения подготовительных работ приступают к последовательной расшихтовке пакетов. Сегменты активной стали каждого пакета складывают отдельно и маркируют.
При расшихтовке сегменты сортируют на пригодные и имеющие дефекты (заусенцы, нарушение лакового покрытия и др). Заусенцы устраняют обстукиванием молотком или опиловкой. Для восстановления изоляционной пленки сегмент погружают в лак ГФ-95 и выдерживают в сушильной печи при температуре 130°С в течение 45 — 60 мин. Сегменты со значительными повреждениями заменяют новыми. Качество покрытия сегментов проверяют внешним осмотром. Лаковая пленка должна быть сухой, твердой и не давать отлипа. Проверяют отсутствие забоин на поверхности паза «ласточкин хвост» и шихтовочных клиньях, зачищают их до металлического блеска и проверяют отсутствие дефектов в сварных швах.
Сборка сердечника начинается с укладки на нажимную плиту крайних листов с нажимными пальцами. Затем укладывают укороченные сегменты, обеспечивая ступенчатость первого пакета. Для его большей монолитности указанные сегменты промазывают перед шихтовкой клеящим лаком.
После шихтовки первого пакета струбциной стягивают пакет со стороны расточки и спинки и измеряют его толщину. Усилие, создаваемое струбциной, должно быть эквивалентно усилию прессовки сердечника. Измеренную толщину сравнивают с данными замеров при разборке.
При шихтовке сердечника каждый последующий ряд сегментов сдвигают по окружности относительно предыдущего ряда в одну сторону. Рихтовочным калибром рихтуют пазы первого пакета и осаживают сегменты киянкой через прокладку из электрокартона. Аналогично рихтуют 2-й и последующие пакеты. В процессе шихтовки выполняют промежуточные прессовки. При длине сердечника до 4200 мм выполняется одна промежуточная прессовка, при длине более 1200 мм — через каждые 400 — 500 мм. Окончательную прессовку выполняют при давлении 1470 кПа (15 кгс/см 2 ). Проверяют геометрические размеры сердечника и сравнивают их с данными чертежей и замеров до расшихтовки. Плотность прессовки проверяют контрольным щупом.
Сердечник выдерживают в запрессованном состоянии 2 — 3 ч, а затем устанавливают стопорные элементы, фиксирующие нажимную плиту, и приваривают их электросваркой. Разбирают приспособление и вынимают сборочные калибры из пазов. Каждый паз по всей длине проверяют контрольным калибром. Выступающие в паз отдельные сегменты отпиливают, статор продувают сухим сжатым воздухом и покрывают тонким слоем лака БТ-99. Сердечник испытывают на потери и нагрев.
Активная сталь — статор
Активная сталь статора состоит из изолированных друг от друга лаковой пленкой сегментов из динамной стали толщиной 0 5 мм, реже — 0 35 мм. [1]
Активная сталь статора удерживается в запрессованном состоянии стяжными болтами 6 ( рис. 1 — 1), расположенными в зазоре между активной сталью и корпусом статора. Гайки болтов нажимают на нажимные плиты 5, которые в свою очередь нажимают на нажимные пальцы 4, представляющие собой стальные полоски, поставленные на ребро. Таким образом, все усилие стяжных болтов передается на активную сталь через нажимные пальцы, кото рые позволяют нажимать на край каждого зубца статора. Следовательно, в эксплуатации никакой под-прессовки активной стали делать не полагается. [2]
Активная сталь статора охлаждается воздухом, поступающим из ротора в радиальные вентиляционные каналы статора по обычной схеме вентиляции гидрогенераторов. [4]
Активная сталь статора равномерно перегрета, хотя нагрузка двигателя не превышает номинальной. [5]
Активная сталь статора равномерно перегрета, хотя нагрузка генератора не превышает нормальной. [6]
Активная сталь статора равномерно перегрета, хотя нагрузка двигателя не превышает номинальной. [7]
Активная сталь статора равномерно перегрета, хотя нагрузка генератора не превышает нормальной. [8]
Активная сталь статора равномерно перегрета, хотя нагрузка двигателя не превышает номинальной. [9]
Активная сталь статора равномерно перегрета, хотя нагрузка генератора не превышает нормальной. [10]
Активная сталь статора равномерно перегрета, хотя нагрузка двигателя не превышает номинальной. [11]
Активная сталь статора равномерно перегрета, хотя нагрузка генератора не превышает нормальной. [12]
Активная сталь статора электрических машин с воздушным и газовым охлаждением всегда охлаждается непосредственно. В радиальных схемах не все, а только крайние листы пакетов стали непосредственно омываются охлаждающей сре-цой. [14]
Активная сталь статора синхронной машины подвергается переменному и вращающемуся намагничиванию с частотой сети. Ввиду этого статор должен набираться из отдельных листов. [15]
КАЧЕСТВА РЕМОНТА СТАЛЬНЫХ ЛИСТОВ ШИХТОВАННЫХ СЕРДЕЧНИКОВ
Цель работы– изучение методов проверки качества ремонта шихтованных сердечников.
Методические указания
При самостоятельной подготовке к практической работе необходимо предварительно познакомиться с конструкцией двигателей и генераторов постоянного и переменного тока.
Краткие теоретические сведения
Повышенный нагрев активной стали статора.Нагрев активной стали статора может возникнуть из-за перегрузки, а также от замыкания в листах шихтовки сердечника при слабой прессовке на заводе-изготовителе. При слабой прессовке сердечника происходят микроподвижка листов шихтовки с частотой перемагничивания 100 Гц, а также повышенная вибрация активной стали.
В процессе вибрации активной стали происходит истирание изоляции листов. Листы с повреждённой изоляцией контактируют между собой и в образовавшемся стальном неизолированном пакете вихревые токи нагревают сердечник. При этом может произойти расширенное замыкание по всей расточке статора или местное.
В зависимости от площади замыкания в листах может возникнуть так называемый «пожар в железе», сильно перегревающий изоляцию и приводящий к ее повреждению. Это явление опасно в крупных синхронных машинах, особенно в турбогенераторах.
Испытание стали статора
Испытание проводится при повреждениях стали, частичной или полной переклиновке пазов, частичной или полной замене обмотки статора до укладки и после заклиновки новой обмотки.
Первые испытания активной стали (если они не выполнялись по указанным ниже причинам) производятся на всех генераторах мощностью 12 МВт и более, проработавших свыше 15 лет, а затем через каждые 5-8 лет у турбогенераторов и при каждой выемке ротора – у гидрогенераторов.
У генераторов мощностью менее 12 МВт испытание проводится при полной замене обмотки и при ремонте стали, по решению главного инженера энергопредприятия, но не реже чем 1 раз в 10 лет.
Определяемый с помощью приборов инфракрасной техники или термопар наибольший перегрев зубцов (повышение температуры за время испытания относительно начальной) и наибольшая разность нагревов различных зубцов не должны превышать 25 и 15 °С.
Удельные потери в стали не должны отличаться от исходных данных, более чем на 10 %. Избавляются от такого опасного явления в активной стали следующим образом:
– крупные синхронные машины имеют измерительные средства по току и мощности (амперметры и ваттметры), поэтому уровень нагрузки легко контролируется, и меры по снижению нагрузки можно принять быстро. Нагрев обмотки и активной стали контролируется с помощью термопар, заложенных в статор для замера температуры обмотки и сердечника;
– в случае замыкания активной стали, особенно местного характера, это явление обнаруживается в работающей машине только на слух. Возникает зудящая вибрация, и ее слышно приблизительно в том месте статора, где замкнута активная сталь. Для устранения этого явления машину следует разобрать. Обычно крупные синхронные двигатели изготовляют с удлинёнными валами, что даёт возможность снять щиты и сдвинуть статор, в котором можно работать.
Затем для уплотнения стали в зубцы забивают клинья из текстолита, промазанные одним из клеящих лаков (№ 88, МЛ-92 и др.). Перед расклиновкой зубцов активную сталь тщательно продувают сухим компрессорным воздухом.
Если по какой-либо причине возникло замыкание и оплавление железа в зубцах, повреждённые участки тщательно вырубают, зачищают, между листами заливают лак воздушной сушки и листы расклинивают. Если после этого зудящая вибрация не исчезает, следует повторить расклиновку до полного исчезновения вибрации активной стали.
В высоковольтных крупных машинах проверку качества ремонта и шихтовки листов проводят индукционным способом.
В России и за рубежом широко распространён электромагнитный способ контроля состояния изоляции между листами электротехнической стали шихтованных сердечников статоров электрических машин.
Способ состоит в том, что в испытуемом сердечнике с помощью намагничивающей обмотки, намотанной вокруг этого сердечника, создают кольцевой переменный магнитный поток с низким уровнем индукции (не более 0,1 Тл). Устанавливают опорный сигнал равным сигналу индуктивного датчика-сканера, установленного на бездефектном месте расточки сердечника, после чего этим датчиком осуществляют сканирование поверхности расточки сердечника при неизменном опорном сигнале. При этом местные дефекты изоляции листов выявляют по сопоставлению сигнала датчика и опорного сигнала.
Метод основан на допущении, что при нарушении изоляции в теле сердечника образуется замкнутый контур (контур повреждения), активное сопротивление которого намного меньше индуктивного, что, в свою очередь, влечёт за собой синфазность ЭДС, индуцированной в контуре повреждения кольцевым потоком, и порождённого ею тока.
На рис. 3.1 показана часть сердечника электрической машины с датчиком для контроля изоляции шихтованных листов.
Сканирование внутренней поверхности исследуемого сердечника производится датчиком с ферромагнитным сердечником, посредине которого размещается чувствительный элемент, в данном случае – катушка. Концы сердечника в процессе проверки своими сканирующими поверхностями проходят над поверхностью сердечника (конкретно – над поверхностями соседних зубцов), принимая на себя часть потока сердечника, вследствие чего в катушке датчика наводится ЭДС.
| Фкa |
| Фкz |
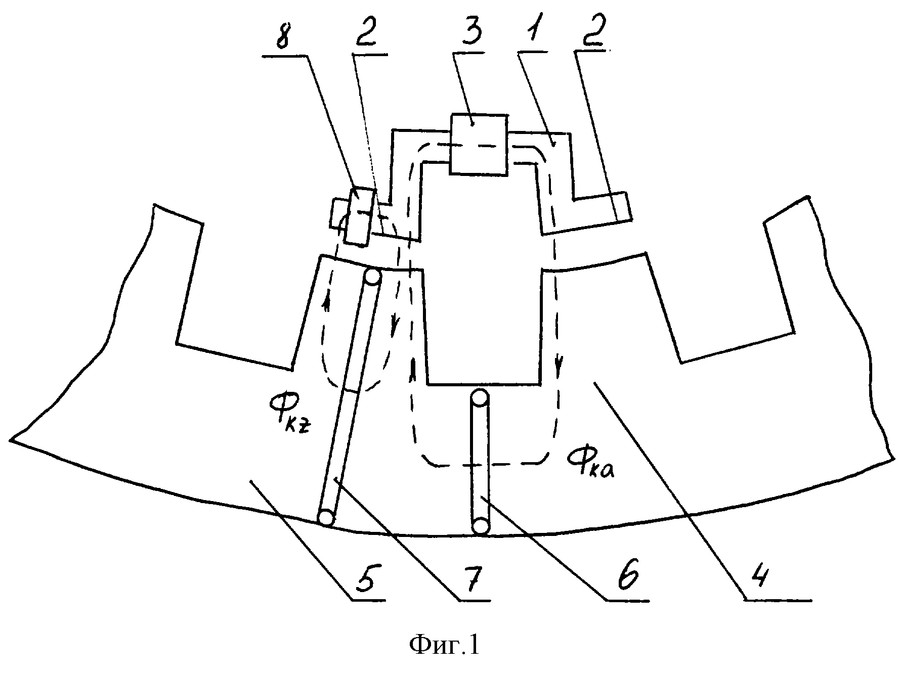
Рис. 3.1. Датчик для контроля изоляции листов шихтованных сердечников электрических машин: 1 – ферримагнитный сердечник датчика; 2 – сканирующие поверхности сердечника датчика; 3 – первый чувствительный элемент датчика (катушка), располагающийся между сканирующими поверхностями; 4 – зубец исследуемого сердечника; 5 – ярмо исследуемого сердечника; 6 – эквивалентный контур протекания токов в месте повреждения изоляции в пазовой зоне; 7 – эквивалентный контур протекания токов в месте повреждения изоляции в зубцовой зоне; 8 – второй чувствительный элемент, располагающийся на сканирующей поверхности сердечника
Наличие дефекта в каком-либо месте определяется по разности фаз между ЭДС катушек сканирующего и опорного неподвижного датчиков. Опорный датчик имеет совершенно ту же конструкцию, что и сканирующий. Во время сканирования опорный датчик неподвижно располагается на каком-либо бездефектном участке рабочей поверхности сердечника. Сканирующие поверхности сканирующего датчика располагают в верхней части и в пазах зубца. Таким образом, за один проход проверяется и пазовая, и зубцовая зоны.
Если случайно датчик все же окажется на повреждённом участке (это выявится в процессе испытаний), величина разностного сигнала в данном месте является характеристикой качества изоляции листов.
Порядок выполнения
Для ознакомления с конструкцией предлагается разобрать и собрать статор асинхронного электродвигателя. Определить, есть ли признаки вибрации листов шихтованного сердечника и «пожара в железе» при предыдущей работе электродвигателя. Подготовить ответы на контрольные вопросы.
Контрольные вопросы
1. Чем опасны замыкания между листами шихтованного сердечника?
2. Какими методами выявляются данные замыкания?
3. На чем основан электромагнитный способ контроля состояния изоляции между листами электротехнической стали шихтованных сердечников статоров электрических машин?
4. Как устраняются замыкания между листами шихтованного сердечника?
Список использованной литературы
1. Полуянович Н. К. Монтаж, наладка, эксплуатация и ремонт систем электроснабжения промышленных предприятий: учеб. пособие для студентов вузов, обучающихся по специальности 140610 направления подготовки 140600 – «Электротехника, электромеханика и электротехнологии». – СПб.: Лань, 2012. – 400 с. http://e.lanbook.com/books/element.php?pl1_c >
2. Михеев, Г. М. Электростанции и электрические сети: диагностика и контроль электрооборудования. – Москва: Додэка-XXI, 2010. – 2 24 с.
3. Объем и нормы испытаний электрооборудования [Электронный ресурс]: РД 34.45-51.300-97 / РАО «ЕЭС России». – Новосибирск: Сибирское университетское издательство, 2008. – 240 с. http://www.biblioclub.ru/book/57318/
Последнее изменение этой страницы: 2016-07-11; Нарушение авторского права страницы
