
Анодное оксидирование титана (анодирование).
Анодирование это процесс, в котором непосредственно на поверхности металлов образуется покрытие в виде окислов при нагревании, воздействии химических веществ (см. «Оксидирование титана.Часть 1.») или с помощью электричества.
Наиболее распространенным методом формирования оксидного слоя на поверхности титана является процесс оксидирования титана под воздействием электрического тока, при котором титановая деталь помещается в токопроводящий раствор и подключается к аноду. В качестве катода используют пластины из свинца или нержавеющей стали.
Анодное оксидирование титана проводят с целью:
- дополнительной защиты от коррозии;
- повышения адсорбционной способности;
- повышения износостойкости;
- уменьшения задиров;
- улучшения декоративности поверхности.
На производстве оксидирование титана проводится анодной обработкой деталей в растворах серной, щавелевой, фосфорной, хромовой кислот или их смесей, иногда с добавками других компонентов.
Составы растворов для повышения коррозионной стойкости:
Раствор №1:
Серная кислота 50 – 60 г/л
Температура 15 – 25°С, плотность тока 1,0 – 1,5 А/дм2.
Время обработки 50 – 60 мин.
При анодировании титана первые 2 – 6 минут поддерживают заданную плотность тока, напряжение на ванне возрастает до 90 – 110 В, после чего плотность тока падает до 0,2 А/дм2. Дальнейший процесс анодного оксидирования титана проводят без регулировки тока. Процесс ведут при перемешивании электролита. Катоды применяют свинцовые или из стали Х18Н9Т. Пленки получаются бесцветные.
Раствор №2:
Серная кислота 18%-ный раствор
Температура 80ºС, плотность тока 0,5 А/дм2.
Время обработки до 8 часов.
Пленка получается черного цвета. Толщина пленки около 2,5 мкм.
Кроме того, для защиты от коррозии применяют химически стойкие лакокрасочные покрытия, нанесение которых требует применения толстых оксидных пленок (20 – 40 мкм) с повышенными адсорбционными свойствами.
Повышение адсорбционной способности достигается за счет увеличения толщины оксидной пленки до 20 – 40 мкм. Для этого используют электролит из смеси кислот.
Состав электролита для получения толстых пленок, г/л:
Серная кислота H2SO4 350 – 400
Соляная кислота HCl 60 – 65
Электрохимическое оксидирование титана проводят при 40 – 50ºС; плотность тока ступенчато повышают через каждые 2 – 3 мин на 0,5 А/дм2 до напряжения пробоя, после которого устанавливается плотность тока 2 – 4 А/дм2, при которой продолжают электролиз до получения пленки требуемой толщины.
Фрикционные свойства титановых деталей улучшаются, если на их поверхность нанесены оксидные пленки толщиной 0,2 – 0,3 мкм.
Состав электролита для получения тонких пленок:
5%-ый раствор щавелевой кислоты.
Электролиз ведут при 18 – 25°С в течение 60 мин. Анодную плотность тока в начале процесса оксидирования титана устанавливают 1 – 1,5 А/дм2 и поддерживают постоянной в течение 5 – 10 мин, напряжение на ванне за это время повышается до 100 – 120 В. В дальнейшем плотность тока понижается до 0,2 – 0,3 А/дм2. Использование коллоидно-графитовой смазки еще больше повышает износостойкость оксидированной поверхности.
Декоративное анодирование титана и его сплавов позволяет получить различные интерференционно – окрашенные окисные пленки (коричнево-желтые, синие, голубые, различные оттенки желтого цвета, включая розовый, малиновый, а также различны оттенки зеленого цвета). Решающее влияние на цветность пленки оказывает напряжение при анодировании титана и состав сплава (см.«Покрытие титана. Часть 1.»).

Декоративное анодирование титана.
При обработке сплава ВТ-5 в 15%-ном растворе H2SO4 с повышением температуры и напряжения на ванне окраска формируемых пленок изменяется от светло-коричневой до фиолетовой. Увеличение продолжительности электролиза также сказывается на окраске пленок (см. «Пассивация металлов»).
Меньшая зависимость окраски оксидных пленок от температуры наблюдается при введении в состав электролита хромового ангидрида.
Состав электролита для стабильного окрашивания титана, г/л:
Хромовый ангидрид CrO3 140
Цвет пленки в данном случае изменяется только с продолжительностью электролиза при постоянном напряжении или с величиной приложенного напряжения.
Так, при обработке титана ВТ1-0 в течение 15 мин и повышении напряжения от 5 до 50 В цвет пленки сначала бывает бледно-коричневый, затем синевато-фиолетовый и потом золотисто-желтый. При постоянном напряжении 50 В и увеличении продолжительности электролиза от 1 до 15 мин цвет пленки изменяется от светло-голубого до золотисто-желтого.
Анодированные изделия могут служить много лет без изменения своих декоративных свойств. Анодная защита от коррозии настолько эффективна, что может защитить детали от самых агрессивных воздействий.

Все работы по анодированию проводятся с использованием защитных средств, респиратор, очки и защитные перчатки, ибо работаем пусть и с разбавленной, но с кислотой и щелочью! В идеале в проветриваемом помещении. Соблюдаем ТБ!
Первоначально готовим саму деталь, механическая полировка, чем "чище" поверхность те более глянцевая будет деталь, можно применять и химическую полировку, но этот процесс еще более вредный для здоровья, нежели сама анодировка, поэтому выводим деталь на полировальном круге и другими средствами.
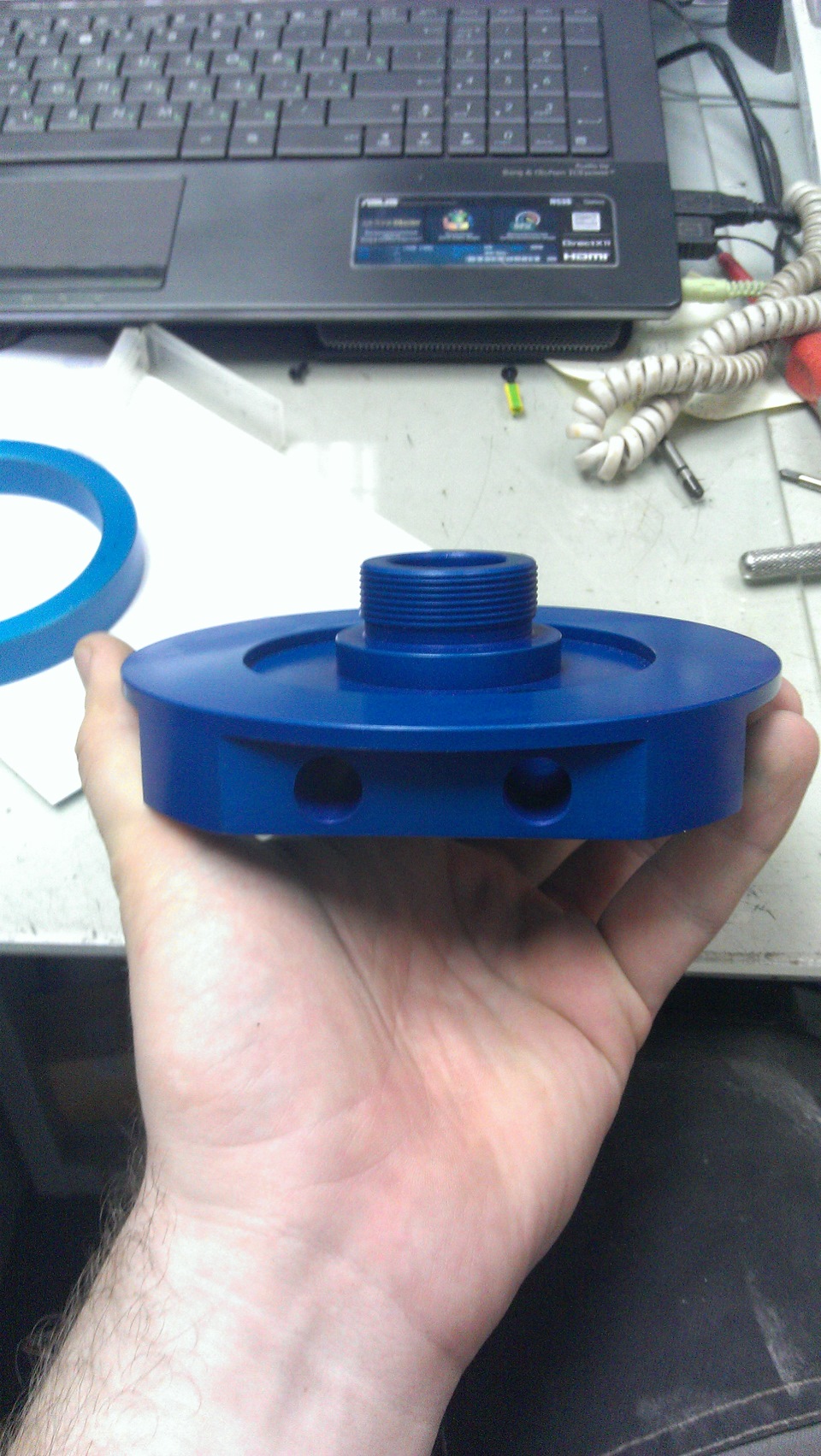
Для подвеса детали в рабочей ванне необходимо использовать алюминиевые токоподводы, никаких посторонних металлов, в идеале на детале можно оставлять конструктивный выступ, для подключения, но при его спиливании будет не покрытое место, я воспользовался конструктивными резбовыми отверстиями, на куске алюминиевого провода нарезал резьбу и просто вкрутил в эти отверстия, получается хороший, плотный контакт.
Толщину токоподвода надо подбирать с учётом силы тока, необходимого для анодирования, иначе проводник начнёт греться в месте контакта, а как следствие на нём пойдёт бурная реакция и его начнёт растравливать и уменьшать его сечение, и так в геометрической прогрессии, до полного растворения :)) (в одной из попыток так и произошло из-за плохого контакта)
Перед погружением в электролит деталь необходимо обезжирить, способов море, от Пемолюкса и прочих порошков, до средства КРОТ, намой взгляд КРОТ самое близкое к нужному, это слабый раствор щёлочи NaOH с добавлением ПАВ.
Я обезжиривал в чистом растворе NaOH+вода, концентрацию точно не замерял, но чем насыщенее раствор, тем быстрее будет процесс просто. Посути раствор растворяет тонкий слой оксида алюминия, так сказать "естественное" анодирование, окисление поверхностного слоя на воздухе, так что сильно с травлением не стоит затягивать, иначе начнёт растравливать саму деталь ))

В процессе травления идёт бурное выделение газов (кажется водорода) работать только в защитной маске и остерегаться попадания раствора на кожу, ибо ожог не хуже чем от кислоты будет.
После травления к детале уже прикасаться нельзя, иначе от прикосновений остаются жирные следы и как следствие неравномерное покрытие, пятна и прочие радости, после промывки от раствора щелочи под проточной водой клал деталь в чашку с водой, в идеале дистиллированной, что бы на неё ничего не попало, пока готовимся к следующему этапу.

Что касатся рабочей ванны можно использовать эмалированную (без сколов) или пластиковую посудину, но тогда дно и стенки придётся "выкладывать" из свинца или иного стойкого к электролиту материала, эти пластины выполняют роль катода.
Так же необходимо позаботиться об охлаждении рабочей ванны, в процессе хим реакции электролит будет нагреваться.
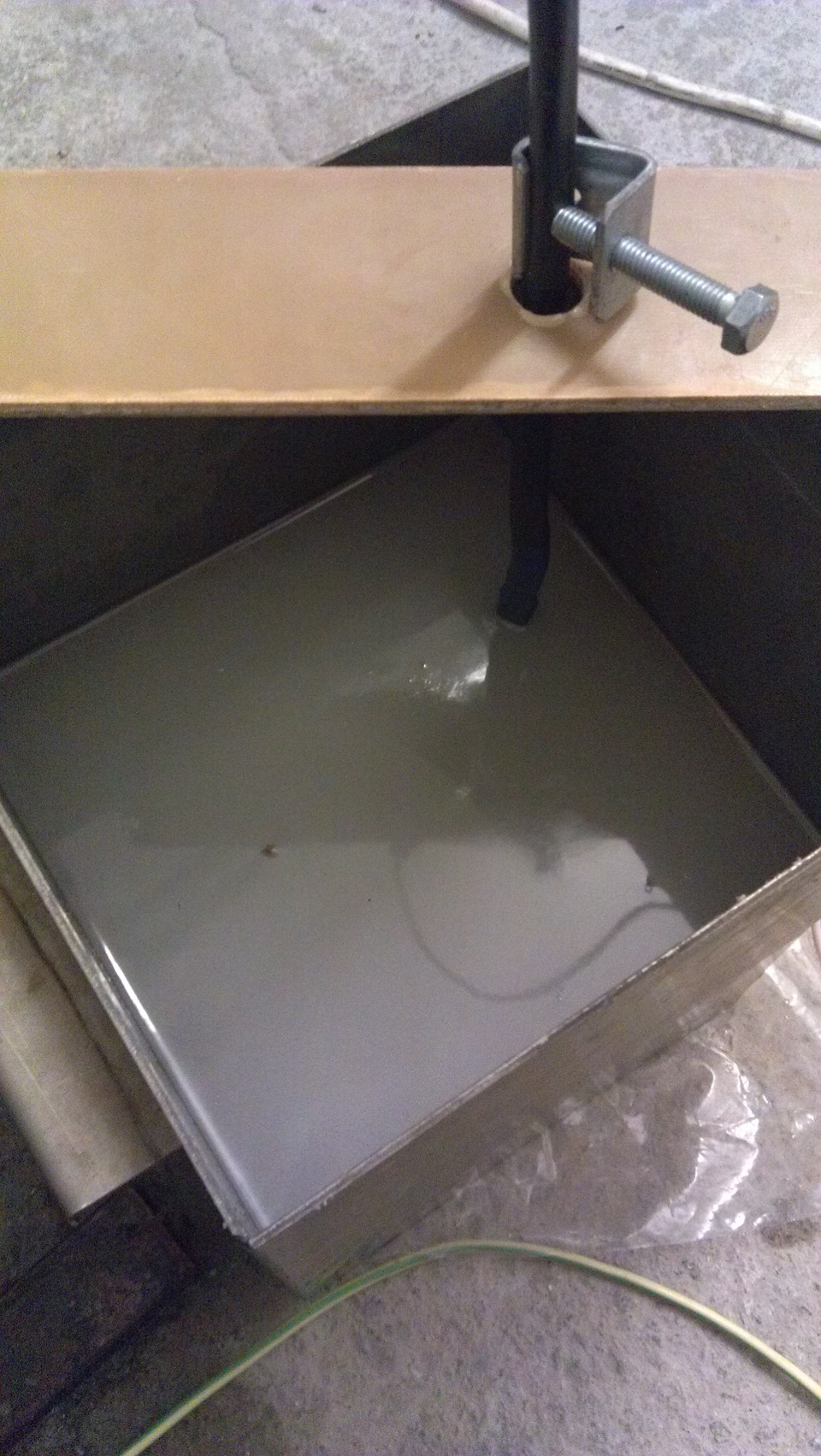
Я использовал 2 титановые гофты (квадратная банка) получается вся площадь гофты является катодом, что весьма положительно влияет на равномерность нанесения, ток более равномерный по пповерхности детали, ну и титану кислота не помеха.
Так же была организованная Водяная баня, только в обратную сторону, для охлаждения, вода проточная со скважины.

В качестве электролита взят Электролит для аккумуляторных батарей, разбавленный в пропорции 1:1 дистиллированной водой. При приготовлении раствора электролита соблюдаем ТБ и льём не разбавленный электролит в дистиллированную воду (Соблюдая правило Кислоту в Воду, дабы избежать закипания)
После смешивания электролит нагреется, остужаем его градусов до 15-20, и впринципи поддерживаем такую температуру, от 10 до 25 градусов, это будет "Тёплое анодирование" которое позволит в дальнейшем окрасить деталь красителем для ткани и им подобными.
Если температура будет ниже, близкая к 0, то мы получим "холодное" анодирование, слой будет плотнее и прочнее, но красителем его уже не окрасиш, поры слишком плотные будут, возможно получиться окрасить Химическим способом, но я пока такой не осваивал, поэтому в домашних условиях проще добиться Теплого анодирования.
Пока деталь плавает в воде, подключаем токоподвод к источнику тока.
В качестве источника тока лучше использовать блоки со стабилизацией по току, что бы не бегать и не следить за током, чем больше площадь детали, тем более мощный придётся искать блок.
Площадь данной детали, примерно, составила 490см2, плотность тока должна быть 15-20мА на см2 итого получаем тока 7,3-9,7А при напряжении 12в, хотя в процессе роста оксидной плёнки напряжение может подрости, я брал источник с параметрами 20А и 30в максимальные значения.
При Холодном анодировании для поддержания заданного тока может потребоваться напряжение гораздо больше чем 12в, ибо чем плотнее слой, тем больше его электрическое сопротивление.
На следующих этапах соблюдаем главное правило: "Погружение в раствор и доставание из раствора детали ТОЛЬКО при включенном источнике тока!"
Иначе кислота начнёт разъедать деталь и загрязнять раствор…
Погружаем деталь в раствор, при включенном источнике тока, достаточно самого минимального значения, просто что бы между анодом и катодом было напряжение! Опять же не забываем про маску, очки и перчатки!
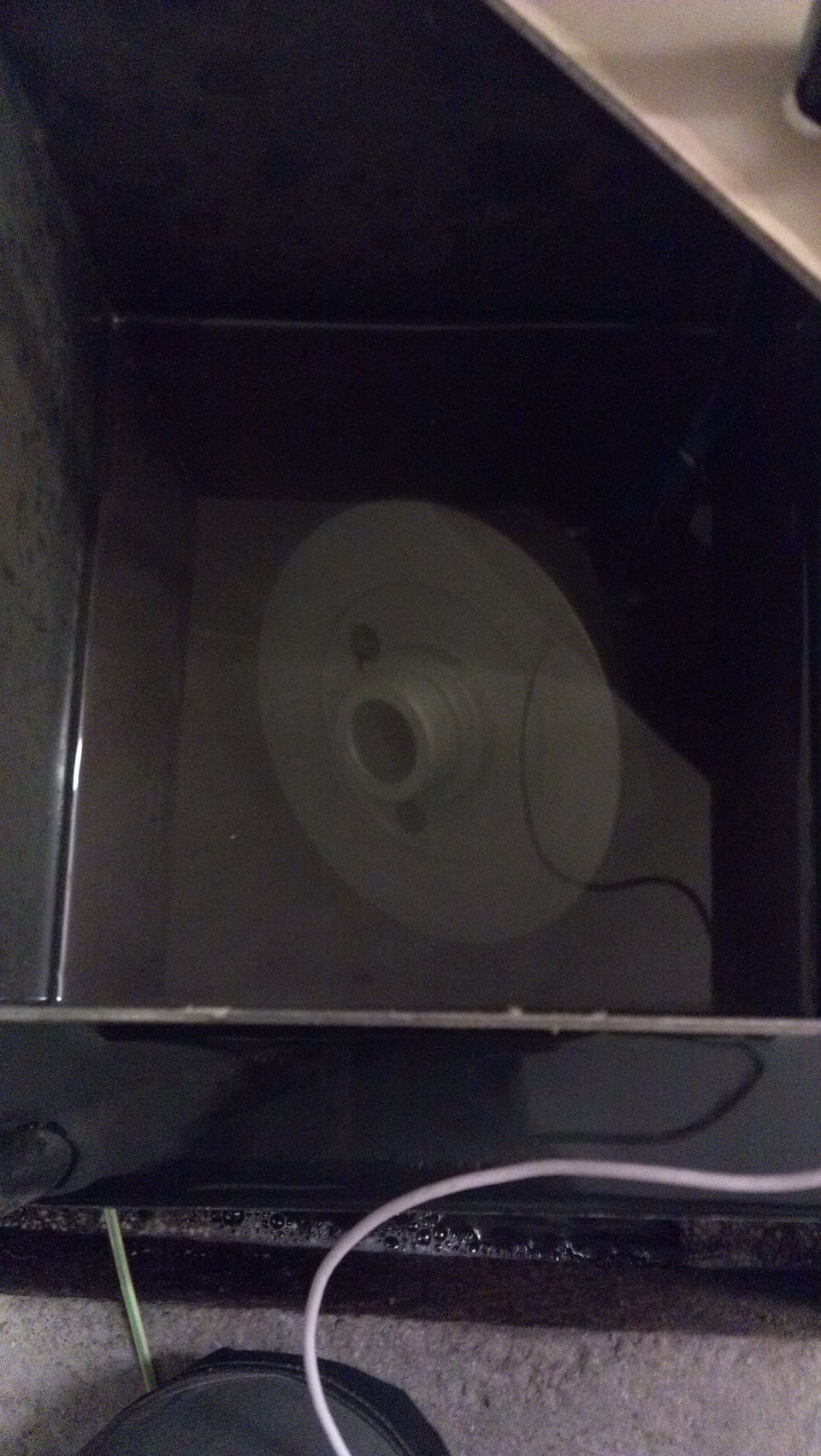
Зачем размещать деталь под углом, при строго горизонтальном расположении шайбы было замечено, что торцы покрываются более плотным слоем чем плоскости, плюс если имеются не сквозные отверстия, деталь необходимо размещать так, чтобы а)электролит полностью их заполнил и б)чтобы из них мог выходить газ скапливающийся в процессе, иначе может образоваться газовый пузырь, который вытиснит электролит, и соответсвенно в этом месте деталь не покроется оксидным слоем.
Ну и по возможности деталь должна быть равноудалена от катода, тоесть стенок ванны.
Вокруг детали начнётся активное выделение пузырьков газа, кислорода, сам по себе он не особо вреден, а вот аэрозоль кислоты, образующаяся при лопании пузырьков, когда они доходят до поверхности, весьма вредно вдыхать, поэтому накрываем всё это хозяйство.

Как только накрыли крышкой, выставляем на блоке питания необходимый ток и засекаем минут 40-60
Пока ждём начинаем готовить раствор красителя, в качестве красителя можно использовать анилиновы красители разбавленные в воде или краску для заправки картриджей для струйников.
Я использовал вчастности Colouring для устройств Canon/Epson/HP/Lexmark продаётся в ДНС по 200-300р за 100мл, бывает Голубой (Cyan), Пурпурный (даёт цвет от красного до фиолетового) (Magenta), Желтый и Чёрный, так же есть Светло-голубой и Светло-пурпурный.
С голубым у меня получилось, желтый и чёрный не пробовал, а вот Magenta не захотел красить пробник почему-то.
Я разбодяживал 2 пузырька примерно на 3л воды, далее подогреваем этот раствор до 60градусов.
Все работы лучше проводить в резиновых перчатках, отмывается эта дрянь с рук очень плохо!

Периодически посматриваем как идёт процесс, раствор становится мутным от обилия пузырьков, но больших пузирей не должно быть!
При анодировании крупных деталей (ну или большого количества мелких 😉 ) возникает проблемка, за которой необходимо следить.
На одной фото обратил внимание на красный налёт на стенках ванны, это медь из сплава Д16Т выходит в раствор и осаждатся на стенках, когда деталь большая, слой становится толстым и отпадает от стенок и начинает бултыхаться какое то время в растворе, пока не растворится и снова не выпадит на стенках, НО за время своего бултыхания эти частицы попадая на поверхность детали устраивают местные прогары, что визуально видно как чёрные полоски как от электроразрядов…
Поэтому необходимо периодически сливать электролит, промывать ванну в воде и счищать медь со стенок.
После окончания процесса Анодирования, не отключая источник тока достаём деталь из раствора.

Далее следует чательная промывка детали в проточной воде, дабы смыть остатки окислительных процессов и вымыть электролит из пор, так же как и ранее ДЕТАЛЬ НЕЛЬЗЯ ТРОГАТЬ РУКАМИ максимум в резиновых перчатках или кистью аккуратно промываем.
Один раз попробовал промывку в слабом растворе щелочи, для нитролизации кислоты, но тут надо очень быстро и аккуратно и снова под проточную воду.
Я некоторое время выдерживал деталь в проточной воде, пока отцеплял от блока питания и возился с краской.

Дальше чистую деталь помещаем в горячий краситель, степень окраски зависит от концентрации раствора, времени выдержки в растворе, и оксидного слоя.
Поэтому при попытке окрасить несколько Больших деталей очень сложно попасть в цвет, ибо слишком много факторов влияющих на это, в этом плане только чёрный цвет самый простой вариант, держим в растворе минут 15, и он точно будет чёрный (точнее коричневато-чёрный)
После того, как получили нужный нам цвет, опускаем деталь в кипяток и варим её так минут 30, воду тоже лучше использовать дистиллированную.
Кипятим деталь для того, чтобы закрыть поры и краска осталась внутри, при проварке часть краски перейдёт в воду и деталь может немного осветлиться, это опять же камень в огород повторяемости цвета на нескольких одинаковых деталях…
В итоге после долгих мучений и экспрементах на "кошках" должно получиться что то подобное 🙂

Всем мира, счастья и с наступающим НГ, и не забываем При работах с кислотами шелочами обязательно использование защитных стредств!

Титан и его сплавы отличаются низкой износостойкостью, что затрудняет их применение для деталей, работающих в условиях фрикционного износа. В резьбовых соединениях наблюдается задирание и наволакивание металла. Титан недостаточно устойчив в некоторых химических средах (растворы серной, соляной, фосфорной кислот). Для устранения этих недостатков рекомендуется применять оксидные покрытия. Тонкие оксидные пленки улучшают фрикционные свойства, повышают химическую стойкость металла, изменяют окраску его поверхности. Пленки повышенной толщины обладают хорошей адсорбционной способностью.
Оксидирование проводится анодной обработкой деталей в растворах серной, щавелевой, фосфорной, хромовой кислот или их смесей, иногда с добавками других компонентов. Оксидные пленки черного цвета, повышающие стойкость титана в 40 %-ной H2SO4, могут быть получены анодной обработкой его в 18 %-ном растворе H2SO4 по следующему режиму: температура электролита 80 °С, плотность тока 0,5 А/дм 2 , продолжительность обработки до 8 ч. Толщина получаемых при этом пленок около 2,5 мкм. Оксидные пленки толщиной около 1 мкм получаются при электролизе в течение 2 ч при 100 °С и плотности тока 1 А/дм .
Фрикционные свойства титановых деталей улучшаются, если на их поверхность нанесены оксидные пленки толщиной 0,2-0,3 мкм. Такие покрытия формируются в 5 %-ном растворе щавелевой кислоты. Электролиз ведут при 18-25 °С в течение 60 мин. Анодную плотность тока в начале процесса устанавливают I — 1,5 А/дм 2 и поддерживают постоянной в течение 5-10 мин, напряжение на ванне за это время повышается до 100-120 В. В дальнейшем плотность тока понижается до 0,2-0,3 А/дм 2 . При эксплуатации в отсутствии смазки лучшие результаты показывают оксидные пленки, полученные при указанных условиях, за исключением температуры, которая должна быть понижена до 6-8 °С. Использование коллоидно-графитовой смазки еще больше повышает износостойкость оксидированной поверхности.
Для получения оксидных пленок толщиной 20-40 мкм предложен электролит, содержащий (г/л) 350-400 H2SO4 и 60-65 HCl. Анодную обработку ведут при 40-50 °С; плотность тока ступенчато повышают через каждые 2-3 мин на 0,5 А/дм 2 до напряжения пробоя, после которого устанавливается плотность тока 2-4 А/дм 2 , при которой продолжают электролиз до получения пленки требуемой толщины.
Цвет оксидных пленок зависит от состава титанового сплава и условий его анодирований. При обработке сплава ВТ-5 в 15 %-ном растворе H2SO4 с повышением температуры и напряжения на ванне окраска формируемых пленок изменяется от светло-коричневой до фиолетовой. Увеличение продолжительности электролиза также сказывается на окраске пленок. Меньшая зависимость окраски оксидных пленок от температуры электролита была выявлена для процесса оксидирования титана в растворе, содержащем (г/л) 140 СrОз и 4 Н3SО3 Цвет пленки в данном случае изменялся с продолжительностью электролиза при постоянном напряжении или с величиной приложенного напряжения. Так, при обработке титана ВТ1-0 в течение 15 мин и повышении напряжения от 5 до 50 В цвет пленки сначала был бледно-коричневый, затем синевато-фиолетовый и потом золотисто-желтый. При постоянном напряжении 50 В и увеличении продолжительности электролиза от 1 до 15 мин цвет пленки изменялся от светло-голубого до золотисто-желтого.
Оксидирование в хромово-борном электролите указанного состава ведут при 95-100 °С, напряжении 50-60 В в течение 2 ч. На титане ВТ-1 формируются оксидные пленки темно-коричневого цвета, на сплаве ОТ4-1 — черного цвета.
Для получения на титане и его сплавах равномерно окрашенной пленки, отличающейся стойкостью против коррозии, предложено вести анодирование в разбавленном растворе гидроксида натрия при анодной плотности тока не выше 2,5 А/дм .
Электрохимическое оксидирование резьбовых деталей из титановых сплавов можно проводить в импульсном режиме 2 , когда постоянный ток подается на ванну импульсами, чередующимися с перерывами тока. В зависимости от соотношения продолжительности периодов подачи и перерыва тока изменяются толщина и свойства формирующихся пленок. Для обработки сплавов ВТЗ-1, ВТ20, ВТ5-Л применяется электролит, содержащий 200-210 мл/л серной кислоты (плотность 1,84) и 10-20 мл/л фосфорной кислоты (плотность 1,7) при анодной плотности тока в импульсе 5-10 А/дм 2 , длительности импульса 0,2 с, длительности перерыва тока 0,8 с, частоте 60 импульсов в секунду.
Напряжение на ванне в процессе электролиза повышается от 70-80 В до 150-160 В. В течение 30-40 мин на титановых сплавах формируются пленки, толщиной 5-6 мкм.
Автор: Администрация Общая оценка статьи:  Опубликовано: 2012.11.12
Опубликовано: 2012.11.12
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
