
Всем привет! Многие знают, что алюминий паяют в основном в аргоновой среде специальным сварочным аппаратом, но есть еще вариант для работы с газовой горелкой, да даже турбозажигалкой в небольших масштабах можно пользоваться.
Вообще это не первое мое знакомство с данной проволокой, но опыт покупок не очень хороший, так что поделюсь не только результатом тестирования, но и проверенными местами для покупки, чтобы не получить образец №2, но начнем по порядку.
Содержание
Характеристики
B-Zn98Al 381-400
Примерный состав (вес %): 2,4 Al – остальное Zn
Температура плавления ºС: 360
Прочность на разрыв (МПа): До 100 (Al)
Плотность (г/cм3): 7,0
Распаковка и внешний вид
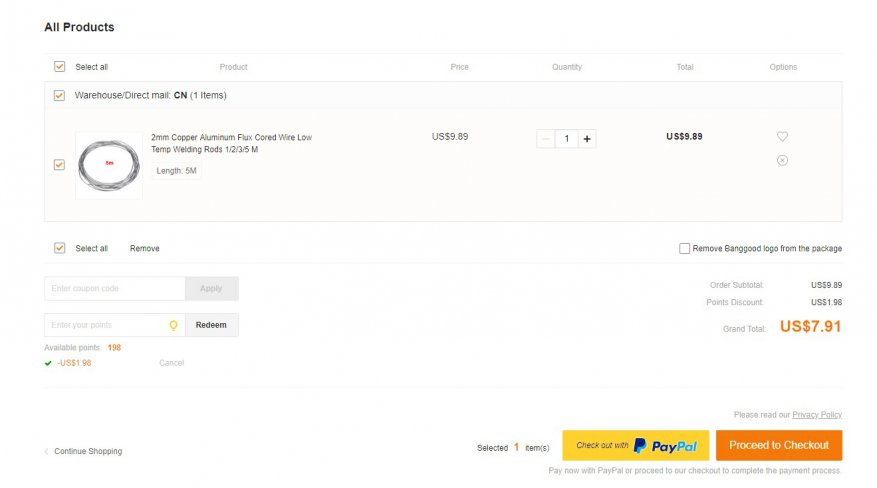
Последним и самым выгодным приобретением был образец №3 из banggood.
Пришел в небольшом сером пакете
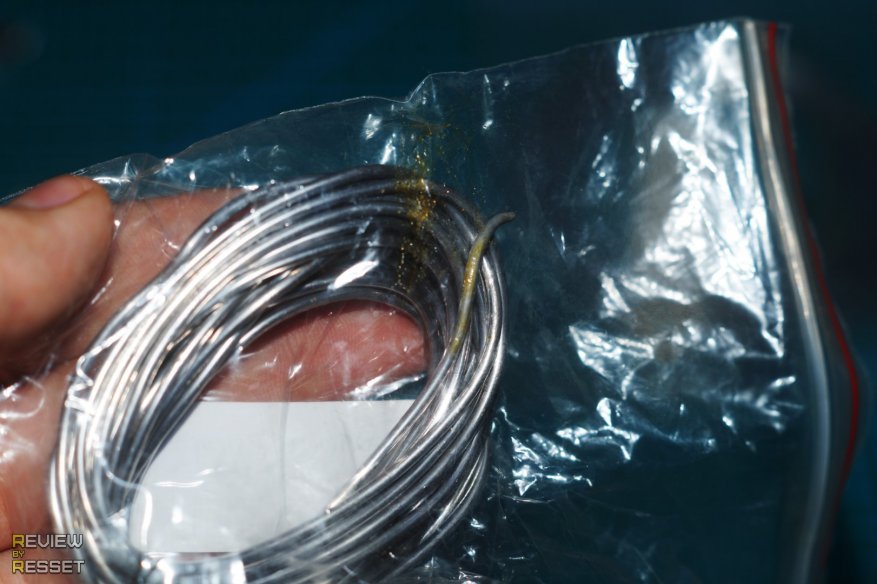
Пруток дополнительно упакован в прозрачный зип-пакет.

5 метров обошлись мне в $8 с поинтами, то есть $1.6 за метр — перейти в магазин
В центре виден белый порошковый флюс, пруток в меру жесткий, выглядит как алюминий без окисления

Сравнение
Первым был куплен крайний левый образец №1 в али. Он абсолютно идентичен по свойствам с образцом №3, но 3 метра обошлись мне в $12, то есть $4 за метр, что почти втрое дороже. проверить текущую цену
В центре образец №2. Он стоит $5 за 3 метра или $1.7 за метр, как и образец №3

Но как только берешь пакет в руку, понимаешь, что это ПОС с не очень густым флюсом внутри.
Еще два образца по $8 за 3 метра так и не были доставлены, вероятно их даже не отправили.
Тестирование
Алюминий со временем покрывается оксидной пленкой, из-за которой поверхность становится матовой, так вот, перед спаиванием поверхности обязательно нужно зачищать до блеска, иначе припой просто будет шариками скатываться по поверхности независимо от степени ее нагрева. Образец №1

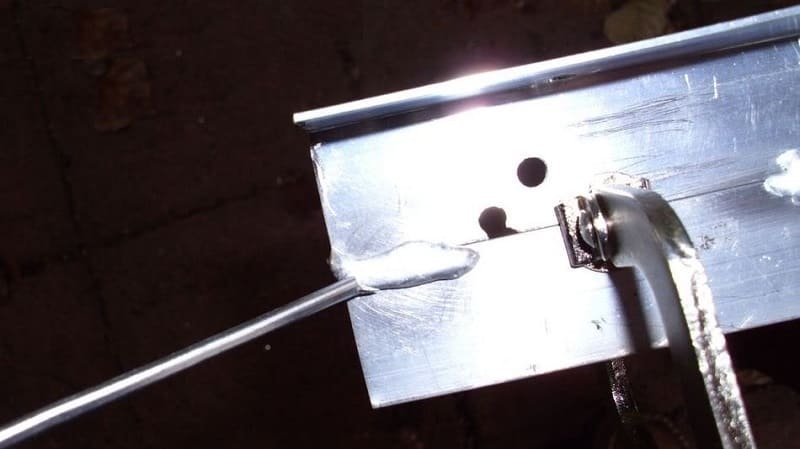
Вообще правильно нагреть деталь до температуры около 400 градусов, а затем просто водить прутком, который будет плавиться и заполнять собой щели, но у меня мало опыта, поэтому чтобы не перегреть поверхность, я периодически вношу пруток в пламя горелки. Если температура низкая, припой скатится по поверхности шариком, если достаточная — залудит ее.

Проверка на излом показывает хороший результат — разрыв происходит не по шву

Образец №2. Плавится очень хорошо, выделяет много дыма, воняет горелым «аспирином». К алюминию липнет, но если перегреть, довольно быстро выгорает.

Работать неудобно из-за вони и необходимости контролировать температуру.

Образец №3. Решил спаять трубки внешними стенками

Пробуем разорвать шов. После того как трубка выскочила из тисков, я зажал ее выше, выведя из фокуса и заметил это только на стадии создания гифок

Но есть фото результата на котором видно, что шов не пострадал.

Ну и напоследок срастим алюминиевую трубку с куском «дюральки»

Тест на разрыв так же прошел успешно

Итоги
Занятная проволока — алюминий паяет отлично, заполняя собой даже мелкие щели, главное чтобы стыки не были загрязнены. К меди тоже липнет хорошо, но опытные люди говорят, что для работы с ней лучше использовать другие сплавы, хотя для экстренного полевого ремонта вполне сгодится и этот пруток.
Температура плавления алюминия около 660ºС, казалось бы, можно использовать прутки и на 450-500 градусов, но можно столкнуться с двумя проблемами:
1. Массивную деталь до 500 градусов нужно еще чем-то прогреть
2. Можно перегреть место пайки и испортить деталь
Самым оптимальным мне показался образец №3. Соответствует заявленным характеристикам и стоит дешевле остальных минимум вдвое. Так же на выбор есть лоты разной длины:
1 метр — $2.89
2 метра — $4.39
3 метра — $6.39
5 метров — $9.89
Существует распространенное убеждение, согласно которому невозможно паять или лудить алюминий (а также сплавы на его основе) не имея для этого спецоборудования.
В качестве аргумента приводится два фактора:
- при контакте с воздухом на поверхности алюминиевой детали образуется химически стойкая и тугоплавкая оксидная пленка (AL2O3), в результате чего создается препятствие для процесса лужения;
- процесс пайки существенно осложняется тем, что алюминий расплавляется при температуре 660°С (для сплавов это диапазон в пределах от 500 до 640°С). Помимо этого металл теряет прочность, когда в процессе нагрева его температура поднимается до 300°С (у сплавов до 250°С), что может вызвать нарушение устойчивости алюминиевых конструкций.
Учитывая приведенные выше факторы, осуществить пайку алюминия обычными средствами действительно невозможно. Решить проблему поможет применение сильнодействующих флюсов, в сочетании с использованием специальных припоев. Рассмотрим подробно эти материалы.
Припой
Обычно в качестве основы легкоплавкого припоя используются: олово (Sn), свинец (Pb), кадмий (Cd), висмут (Bi) и цинк (Zn). Проблема в том, что алюминий в этих металлах практически не растворяется (за исключением цинка), что делает соединение ненадежным.
Применив флюс с высокой активностью и проведя должным образом обработку мест соединения, можно использовать припой на оловянно-свинцовой основе, но лучше отказаться о такого решения. Тем более, что паянное соединение на основе системы Sn-Pb обладает низкой устойчивостью к коррозии. Нанесение лакокрасочного покрытия на место пайки позволяет избавится от этого недостатка.
Для пайки алюминиевых деталей желательно использовать припой на основе кремния, меди, алюминия, серебра или цинка. Например 34A, который состоит из алюминия (66%), меди (28%) и кремния (6%), или более распространенный ЦОП-40 (Sn – 60%, Zn – 40%).
 Припой отечественного производства – ЦОП-40
Припой отечественного производства – ЦОП-40
Заметим, что чем больше процентное содержание цинка в составе припоя, тем прочнее будет соединение и выше его устойчивость к коррозии.
Высокотемпературным считается припой, состоящий из таких металлов, как медь, кремний и алюминий. Например, как упомянутый выше отечественный припой 34A, или его зарубежный аналог «Aluminium-13» , в котором содержится 87% алюминия и 13% кремния, что позволяет осуществлять пайку при температуре от 590 до 600°С.
 «Aluminium-13» производства компании Chemet
«Aluminium-13» производства компании Chemet
При выборе флюса необходимо учитывать, что не каждый из них может быть активным к алюминию. Мы можем порекомендовать использовать в таких целях продукцию отечественного производителя – Ф-59А, Ф-61А, Ф-64, они состоят из фторборатов аммония с добавлением триэтаноламина. Как правило, на пузырьке есть пометка – «для алюминия» или «для пайки алюминия».
 Флюс отечественного производства
Флюс отечественного производства
Для высокотемпературной пайки следует приобрести флюс, выпускаемы под маркой 34А. Он состоит из хлористого калия (50%), хлорида лития (32%), фторида натрия (10%) и хлористого цинка (8%). Такой состав наиболее оптимален, если производится высокотемпературная пайка.
 Рекомендуемый флюс для паки при высокой температуре
Рекомендуемый флюс для паки при высокой температуре
Подготовка поверхности
Прежде чем начинать лужение, необходимо выполнить следующие действия:
- обезжирить поверхность при помощи ацетона, бензина или любого другого растворителя;
- удалить оксидную пленку с места, где будет производится пайка. Для зачистки используется наждачная бумага, абразивный круг или щетка с щетиной из стальной проволоки. В качестве альтернативы можно применить травление, но эта процедура не так сильно распространена в силу своей специфичности.
Следует учитывать, что полностью оксидную пленку удалить не получится, поскольку на очищенном месте моментально появляется новое образование. Поэтому зачистка производится не с целью полного удаления пленки, а для уменьшения ее толщины, чтобы упростить флюсу задачу.
Нагрев места пайки
Для пайки небольших деталей можно воспользоваться паяльником мощностью не менее 100Вт. Массивные предметы потребуют более мощного нагревательного инструмента.
 Паяльник мощностью 300 Вт
Паяльник мощностью 300 Вт
Наиболее оптимальный вариант для нагрева — использование газовой горелки или паяльной лампы.
 Простая газовая горелка
Простая газовая горелка
При использования горелки в качестве нагревательного инструмента следует учесть следующие нюансы:
- нельзя перегревать основной металл, поскольку он может расплавиться. Поэтому в процессе необходимо регулярно контролировать температуру. Делать это можно, касаясь припоем нагреваемого элемента. Расплавление припоя даст знать, что достигнута необходимая температура;
- не следует использовать кислород для обогащения газовой смеси, поскольку он способствует сильному окислению металлической поверхности.
Инструкция по пайке
Процесс пайки алюминиевых деталей не имеет своих отличительных особенностей, он осуществляется также как со сталью или медью.
Алгоритм действий следующий:
- обезжиривается и зачищается место пайки;
- производится фиксация деталей в нужном положении;
- нагревается место соединения;
- прикасаются стержнем припоя (содержащим активный флюс) к месту соединения. Если используется безфлюсовый припой, то для разрушения пленки оксида наносится флюс, после чего трут твердым куском припоя по месту пайки.
Для разрушения пленки оксида алюминия также используется щетка со щетиной из стальной проволоки. При помощи этого простого инструмента производят растирание расплавленного припоя по алюминиевой поверхности.
Пайка алюминия — полная видео инструкция
https://www.youtube.com/watch?v=ESFInizLE9U
Что делать при отсутствии нужных материалов?
Когда нет возможности подготовить все необходимые для пайки материалы, можно использовать альтернативный способ, при котором применяется припой на оловянной или оловянно-свинцовой основе. Что касается флюса, то он заменяется канифолью. Чтобы не образовывалась новая пленка оксида алюминия на месте старой, зачистка производится под слоем расплавленной канифоли.
Паяльник, помимо своего прямого назначения, будет использоваться как инструмент, разрушающий оксидную пленку. Для этого на его жало надевается специальный скребок. Увеличить результативность процесса можно, добавив в канифоль металлических опилок.
Процесс производится следующим образом:
- нагретым луженым паяльником расплавляют канифоль в месте пайки;
- когда канифоль полностью покрывает поверхность, начинают тереть об нее жалом паяльника. В результате этого металлические опилки и жало разрушают пленку оксида алюминия. Поскольку слой расплавленной канифоли не позволяет проникать воздуху к алюминиевой поверхности, на ней не образовывается оксидная пленка. По мере того, как производится разрушение пленки, будет происходить лужение детали;
- когда процесс лужения завершен, детали соединяют и прогревают, пока не будет достигнута температура плавления припоя.
Необходимо предупредить, что процесс пайки алюминия без специальных материалов — довольно хлопотный процесс без гарантии успешного завершения. Поэтому лучше не тратить на такую работу свои силы и время, тем более, что качество и надежность такого соединения будут сомнительными.
Гораздо проще купить активный флюс и высокотемпературный припой, при помощи которых пайка алюминия даже в домашних условиях не вызовет затруднений.
Алюминий — очень «капризный» металл при сварочных работах. Малейшее несоблюдение в технологии или неправильно подобранное оборудование с расходниками и результатом становиться некачественное соединение с испорченным изделием.
Каким требованиям должен отвечать аппарат для сварки алюминия, существующие виды оборудования и нужные функции в работе с «крылатым» металлом, обо всем подробно в нашем материале.
Требования алюминия к технологии
Проблема алюминия скрывается в его химических и физических свойствах. Этот металл даже без нагрева постоянно окисляется под воздействием кислорода из окружающего воздуха, то есть на его поверхности находиться пленка с окисла. Такое свойство одновременно и плюс, и минус для вещества. Положительный момент — это защита от коррозионных разрушающих процессов.
Минусы проявляются при попытке соединить алюминиевые детали сварочным способом. Образующаяся пленка имеет более высокую температуру плавления, чем сам металл и, покрывая сварочную ванну, она попросту не позволяет качественно проварить заготовки.
Выходов может быть два. Первый — сварочное оборудование должно во время работы перекрыть доступ кислорода к зоне варки. А второй — нужна способность, которая будет разрушать пленку окислов при наложении шва. Если не соблюдать эти технологические требования, то шов будет некачественным или вообще не получиться.
На этих принципах и построен сварочный аппарат по алюминию. Он либо использует защитную атмосферу, которая перекрывает поступление кислорода к расплавленному алюминию (аргонодуговое сваривание), или же разрушает оксидную пленку путем выставления правильного режима (постоянный ток, обратная полярность) оборудования.
Итак, чем варится алюминий и какие должны быть требования к оборудованию?
Аппараты аргонодуговой сварки
Лучше всего при работе с алюминием и его сплавами выбрать именно такой способ, как аргонодуговая сварка.
Технология соединения металлов под защитой газа (аргона или гелия) позволяет сделать «чистый» от окислов шов. Аргон попросту вытесняет атмосферный воздух из зоны сваривания и металл кристаллизируется в чистом виде.
Однако, кроме защиты, используются дополнительные процессы по разрушению пленки окислов. Чаще всего — это применение неплавящихся вольфрамовых электродов с соответствующими токовыми настройками или полуавтоматическая сварка.
Рассмотрим каждый из этих видов аппаратов по отдельности.
Ручная аргонодуговая (TIG) сварка
Еще совсем недавно такое оборудование было доступно только в промышленных условиях. Сегодня, благодаря развитию производства, такие аппараты доступны каждому и за невысокую стоимость. Что собой представляет такой прибор?
Наиболее распространенными являются сварочные инверторы с возможностью подключения газового оборудования.
Аппарат можно использовать в обычной комплектации для электродуговой сварки, но, подключив горелку с подачей аргона и вольфрамовым электродом, он превращается в оборудование для сварки алюминия. Кроме этого нужны соответствующие регулировки, чтобы настроить прибор для работы с таким материалом.
Аппарат для сварки алюминия должен иметь следующие возможности.
- Функцию увеличения стартового тока (наличие осциллятора). В аргоновой атмосфере дуга либо плохо разгорается или же вообще не поджигается. Увеличенный стартовый ток в два раза решает эту проблему.
- Точные настройки основного тока, который регулируют в соответствии с толщиной заготовок. При низком или слишком большом показателе металл не проваривается или прожигается.
- Регулирование подачи газа. Для качественного соединения алюминиевых деталей выставляют нужный расход аргона (около 10-12 литров). Также потребуется так называемая подача газа после сварки, когда металл застывает в защите.
Это основные функции, которыми должен обладать прибор для сваривания «крылатого» металла в ручном режиме.
Положительными качествами аппаратуры аргонодуговой сварки являются:
- Аргон вытесняет воздух и не позволяет окисляться алюминию, при этом сам не вступает в реакции с металлом.
- Использование неплавящихся электродов значительно снижает количество дыма и шлака. Шов намного проще зачистить.
- Очень качественное соединение алюминиевых деталей.
- Точные настройки прибора допускают сваривание слишком тонких заготовок.
- Практически нет деформаций деталей, так как сильный нагрев идет только в зоне варки.
К негативным моментам можно отнести относительно недешевые оборудование и расходные материалы (газ, вольфрам, и присадочная проволока). Но при этом можно варить любые алюминиевые изделия в домашней мастерской.
Полуавтоматическое TIG оборудование
Сварочные полуавтоматы также относительно недавно стали доступными простому пользователю.
Работы построена на подаче проволоки, которая плавит металл и расплавляется сама, формируя при этом шов. Для работы с алюминием такие аппараты также имеют функцию подключения подачи аргона для вытеснения воздуха из зоны варки.
Однако, кроме защитной атмосферы, такие приборы имеют другое преимущество — импульсный принцип работы.
Проволока подается механизмом в сварочную ванну, ее кончик расплавляется под воздействием дуги и образуется капля расплавленного металла. В этот момент увеличение импульса организует давление, под которым частичка расплава как бы вдавливается в поверхность.
Такое импульсное сваривание позволяет получить более качественный шов, по сравнению с другими видами оборудования.
Сварочный полуавтомат с возможностью тиг варки должен обладать следующими функциями.
- Как и при ручном сваривании, к полуавтомату должно подключаться оборудование подачи газа.
- Такой прибор также нужно точно настраивать на соответствующий ток и полярность.
- Обязательно выставляют скорость подачи проволоки и объем расхода газа.
- Наличие осциллятора для увеличения начальной силы тока, позволяющей зажигать дугу в атмосфере с аргона.
Полуавтоматическое сваривание алюминия дает множество преимуществ, даже в сравнении с ручной аргонодуговой сваркой.
- Можно варить очень тонкие алюминиевые заготовки (толщиной от 0,5 мм).
- Сварной шов получается очень высокого качества, более ровный и без наплывов.
- Сварочная проволока имеет необходимые присадки и добавки для усиления прочностных характеристик соединения.
- Во время работы образуется меньше дыма и гари, а шов не загрязняется шлаком.
Из негативных качеств можно назвать довольно недешевую стоимость всего оборудования. Также для работы с такой сваркой нужен опыт работы, а новичку потребуется изначально научиться технике и приемам сваривания алюминия полуавтоматом.
Однако полуавтоматическая тиг сварка на сегодня остается лучшим из доступного оборудования для домашних мастерских.
Сварка алюминия без аргона
Такой способ самый доступный, но, в то же время, самый сложный в технологическом плане.
В качестве оборудования для сваривания алюминия без аргона используется сварочный инвертор или трансформатор с применением специальных электродов.
Какими качествами должно обладать такое оборудование?
- Инвертор должен иметь функцию переключения с переменного тока на постоянный. Все инверторы работают с переменным током, но повышают его частоту.
- При использовании трансформаторного оборудования потребуется дополнительный выпрямитель. Сварка такого устройства тоже работает на переменном токе и не имеет встроенных возможностей его переключения.
- У прибора должна быть возможность смены полярности. Алюминий без аргона варят только на обратной, когда кабель держателя ставят на плюс, а массу — на минус.
- Сварочное оборудование должно обладать достаточной мощностью.
Инвертор с такими возможностями сможет варить алюминиевые изделия, но с использованием специальных электродов.
Положительными качествами такого оборудования является возможность варить сталь и, в то же время, некоторые цветные металлы. Такое оборудование более дешевое в сравнении с приборами тиг сварки.
Однако при этом нужно иметь очень большой опыт таких сварочных работ, покупать специальные электроды и тщательно готовить детали перед их соединением.
Как выбрать оборудование для сварки алюминия
Выбирая сварочное оборудование, Вам нужно изначально убедиться в целесообразности его приобретения. Качественные аппараты стоят недешево. Если их использовать редко, то смысл такой покупки не оправдан.
Однако, при надобности покупки сварочного прибора, стоит обращать свое внимание на пункты, указанные в описаниях к каждому из видов.
Главные принципы таковы:
- Возможности регулировать и переключать режимы тока: от самых низких настроек к высоким (максимально допустимая сила должна быть хотя бы 250 А).
- Главное для обычного инвертора ручной дуговой сварки — наличие функции смены полярности и перевод прибора на постоянный ток.
- У сварочных аппаратов с указанной TIG функцией должна быть возможность подключения горелки с подачей аргона. Это минимум. Но желательно, чтобы он имел настройки подачи газа и различных режимов.
- Полуавтоматы, кроме всех указанных возможностей, должны регулировать подачу проволоки.
- Для всех видов аппаратов важно то, кем оно сделано. Очень много дешевых китайских производителей, которые не имеют лицензий на выпуск продукции. Ведущими марками такого оборудования были и остаются ESAB, KAISER, TESLA, RESANTA и другие.
Без опыта лучше всего перед покупкой обратиться к опытному сварщику, который поможет подобрать для Вас требуемое оборудование и укажет на нужные функции.
Если у Вас есть опыт по выбору, приобретению и использованию сварочного аппарат для варки алюминия, поделитесь им в блоке обсуждения этой статьи.
