
Автоматический дозатор для нанесения паяльной пасты и клея Mechatronic Systems D20 обладает небольшими габаритными размерами, выпускается в настольном исполнении, позволяет работать с печатными платами больших размеров и имеет доступную цену. Данный дозатор является идеальным техническим решением для производства малых партий ответственных изделий и прототипов.
Программирование автоматического дозатора осуществляется при помощи удобного графического программного обеспечения с большим функционалом. Программное обеспечение имеет интуитивно понятный интерфейс на русском языке и позволяет импортировать данные из любых CAD систем разработки печатных плат.
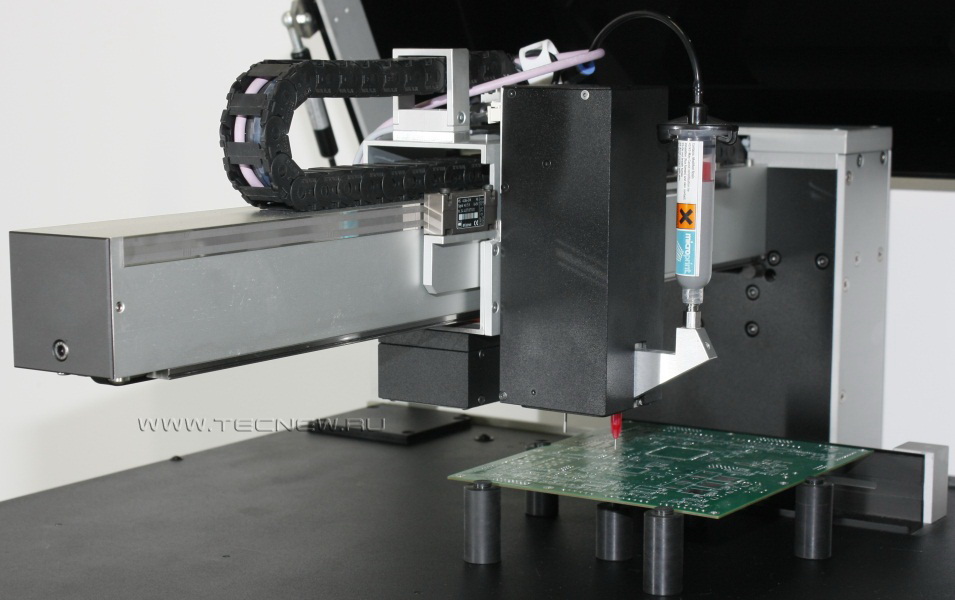
В зависимости от требований к производительности автомата и наносимому материалу, дозатор может быть укомплектован пневматическим или шнековым модулем дозирования.









По сравнению с трафаретной печатью, метод дозирования обладает целым рядом особенностей:
+ быстрый переход на выпуск новой продукции
+ высокая точность содержания количества пасты в одной дозе
+ полностью контролируемый расход пасты
— невысокая скорость нанесения
— особые требования к типу используемой пасты (5-й класс и выше)
— продолжительное время проведения обслуживания оборудования (дозирующего модуля)
Помимо нанесения пасты, дозаторы также используются для нанесения клея перед монтажом SMD-компонентов.
Нанесение клея/пасты в большинстве случаев необходимо для дополнительного усиления крепления компонентов к поверхности ПП.
В основном — это габаритные компоненты, или компоненты используемые в печатных узлах, которые будут работать в экстремальных условиях.
По скорости работы, степени автоматизации процесса и точности нанесения материала, дозаторы делятся на 4 типа:
— линейные высокоскоростные (каплеструйные принтеры)
Дозирование – выдача порции какого-либо материала с использованием дозатора. Из определения процесса следует, что дозирование – это материалозависимая технология. Поэтому выбирая оборудование для дозирования, в первую очередь, необходимо ориентироваться на параметры и свойства материала. Так как существует обширная линейка материалов и различные сферы их применения, описать их все довольно сложно. Поэтому мы остановимся на одном из популярных и наиболее сложных с точки зрения дозирования материале – паяльной пасте.
Выбор паяльной пасты для дозирования
Паяльная паста – материал, который состоит из смеси порошкообразного припоя и флюса.
В зависимости от задач применяются разные типы припоя и разные типы флюсов, входящих в состав паяльных паст. В настоящее время наиболее широко используются свинцовые (63%Sn37%Pb) и бессвинцовые (например, SAC 305 – 96,5%Sn 3%Ag 0,5Cu) припои.
Флюс, входящий в состав паяльных паст, играет важную роль в процессе сборки электроники. Он удаляет окислы, обеспечивает адгезию к ПП и компонентам, влияет на реологию пасты (определяет, как будет вести себя паста при нанесении и формировании дозы), а также выступает в роли смазки при прохождении пасты через механизмы дозирующей головки и иглу. Плотность флюса заметно меньше плотности припоя, в среднем около 1 г/см³. В пасте по массе больше припоя, а по объему больше флюса.

Большинство паяльных паст получают путем смешивания компонентов по весу. Этот метод не компенсирует разницу между плотностью для различных сплавов, в результате чего паста может получиться непригодной для технологии дозирования. Для каждого сплава рассчитывают процент содержания металла в паяльной пасте таким образом, чтобы паста не оказалась ни слишком сухой, ни слишком жидкой. Пример: процентное соотношение припоя и флюса по объему в пасте SnPb (3-го типа) составляет 37 % припой и 63 % флюс, а по весу 85 % припоя и 15 % флюса (в отличие от трафаретной печати, где это соотношение – 90 % и 10 % соответственно). Если использовать стандартную пасту для трафаретной печати, существует высокая вероятность закупоривания иглы.

Процентное соотношение припоя и флюса в составе паяльной пасты SnPb (3 Типа)
Паяльные пасты классифицируют по размеру частиц припоя в соответствии со стандартами IPC/EIA J-STD-005 и ASTM-B214. Согласно стандарту ASTM-B214 по размеру частиц пасты делятся на шесть типов. Каждому типу соответствует свой размер частиц. Паяльные пасты разных типов получаются путем просеивания частичек припоя через сито с разным шагом ячеек. Шаг ячеек определяется как количество отверстий на квадратный дюйм (1 кв. д. = 6,45 кв. см).

Обычно указываются два сита: верхнее, которое просеивает частицы максимального размера и имеет знак «–» перед значением ячейки, и нижнее, которое удерживает частицы минимального диаметра, оно имеет знак «+» перед значением ячейки.

Размер частиц паяльной пасты будет влиять на минимальный размер дозы, а также на возможную проблему с закупориванием иглы. Размер точки при дозировании варьируется в зависимости от типа головки и варианта иглы. Из практики можно считать, что минимальная доза примерно в 1,5 раза превышает внутренний диаметр (ВД) иглы или насадки. При дозировании пасты диаметр и длина иглы выбираются, исходя из размера частиц пасты и требуемого диаметра дозы. Внутренний диаметр иглы должен в 7–10 раз превышать максимальный размер частиц пасты. В противном случае дозирующая игла может быть закупорена через несколько секунд после начала процесса. Рекомендуется исходить из значения в 10 шариков, т.к. это дает дополнительный запас особенно при использовании иглы с длинным узким наконечником.
Таблица выбора паяльной пасты согласно размерам частиц и внутреннего диаметра (ВД) иглы
Тип паяльной пасты
Диаметр 80 % частиц припоя, мкм
Диаметр частицы не более, мкм
Рекомендуемый ВД (калибр) иглы
510 мкм (21) и более
BGA, QFP шаг 1,27 мм
330 мкм (23) и более
BGA, QFP шаг 0,65 мм
250 мкм (25) и более
BGA, QFP шаг 0,5 мм
150 мкм (30) и более
BGA, QFP шаг 0,3 мм
120 мкм (32) и более
BGA, QFP шаг 0,3 мм (Jet-головка)
– Паяльные пасты, применяемые для дозирования
* Часто производители паяльных паст указывают более высокие параметры «+» для сита, это связано с тем, что для Типа пасты имеет значение максимальный размер шарика. Например, на картридже пасты Indium Типа 4 может быть указано 400/+635.
**Данные рекомендации примерны, основным критерием выбора минимального компонента является повторяемость нанесения доз пасты.
***7-й Тип паст ещё не стандартизирован.
Пример 1: чтобы нанести точку диаметром 300 мкм необходимо использовать иглу, внутренний диаметр которой составляет 300/1,5 = 200 мкм (игла 27 калибра). Чтобы игла не забивалась во время работы, необходимо использовать паяльную пасту с максимальным диаметром частицы не более 200/10 = 20 мкм, т.е. паяльную пасту 6 типа.
Пример 2: чтобы нанести паяльную пасту под компонент 0603 (1,55 × 0,78 мм, контактная площадка размером 0,8 × 0,9 мм), необходима точка диаметром 0,6 мм (600 мкм). Внутренний диаметр иглы – 600/1,5 = 400 мкм (игла 22 калибра). Максимальный диаметр частиц для пасты составляет 400/10 = 40 мкм, т.е. паяльная паста 4 типа.
Выбор вида насадки или иглы для дозирования
Выбор насадки или иглы значительно влияет на результат дозирования материалов. В предыдущем разделе уже говорилось о выборе внутреннего диаметра и длины иглы для эффективного продавливания паяльной пасты. Внутренний диаметр будет влиять на минимальную дозу, которую можно получить, а форма и размер насадки – на обеспечение качественного и повторяемого результата дозирования.
Существуют различные варианты игл и насадок для дозирования. Они отличаются по способу крепления, длине и форме иглы, наличию дополнительного стопора. Игла выбирается в зависимости от материала и технологии нанесения. Для материалов типа паяльной пасты и клея под большие компоненты применяются стандартные прямые иглы с пластиковыми головками крепления, например, производства фирмы EFD. Они могут быть с металлической или пластиковой иглой, стандартной или конической формы. Применяются такие иглы в основном под большие элементы: чипы не менее 0603 и микросхемы с шагом не менее 0,65 мм.
Существуют полностью металлические иглы. Они позволяют наносить материалы с агрессивными растворителями.
| Иглы EFD | Конические насадки EFD | Металлические иглы Iwashia |
 |
 |
 |
Для прецизионного дозирования паяльной пасты 200 мкм и менее с высокой повторяемостью применяются короткие металлические иглы производства фирмы DL Technology. Они изготовлены из цельного «куска» нержавеющей стали, имеют гладкую специально обработанную внутреннюю поверхность иглы для лучшего продвижения материала и конический кончик для эффективного отделения и формирования дозы. Могут быть оснащены специальным стопором (ограничителем высоты), который четко ограничивает расстояние от кончика иглы до ПП, тем самым создавая необходимый зазор для формирования дозы пасты.
| Прецизионная игла без стопора | Прецизионная игла со стопором | Прецизионная игла под специальные задачи |
 |
 |
 |
Стопор может располагаться под разными углами относительно иглы. Положение стопора выбирается, исходя из задачи, а чтобы он не упирался в уже нанесенные точки, программа дозатора автоматически оптимизирует перемещение головки.

Требования к нанесению паяльной пасты
Основные характеристики доз пасты таковы: диаметр, объем, форма, положение относительно контактной площадки. Они зависят от параметров пасты, а также от режимов работы установки и головки дозирования. Большинство требований были сформулированы для технологий трафаретной печати в стандартах IPC 7527 и IPC 7525, но с точки зрения результата нанесения паяльной пасты их можно переложить на технологию дозирования.
При дозировании должны быть учтены следующие требования:
