
Технология изготовления деталей на токарном станке.
Изготовление любой детали начинают с подбора материала. Отобранный материал нарезают на заготовки. Размер заготовки всегда превышает размеры готовой детали на некоторую величину ( припуск). Величина и форма припуска зависят от формы детали, технологии ее изготовления .
Для точения лучше всего подходит однородная по текстуре древесина. Это береза, липа, осина, бук, вяз, орех.
Точения детали на центровых станках
- разметка центров заготовки.
- закрепление заготовки в центрах передней и задней бабки.
- установка подручника (подручник должен находиться на расстоянии 3-4 ммот боковой поверхности заготовки, верхняя часть подручника должна быть на уровне оси заготовки или на 1-2 ммвыше.)
- Черновая обработка, производится рейером. Стружку снимают с лева направо, и обратно передвигая инструмент по подручнику, при этом правая рука держит ручку, левая лезвие ближе к подручнику. Инструмент нужно крепко держать в руках, опирая его на подручник, и не допускать его колебаний. Обработку производят до получения цилиндрической формы нужного диаметра, с припуском на чистовую обработку.
- разметка заготовки, нанося риски на заготовку карандашом при помощи шаблона или рулетки. Можно использовать разметочную гребенку – дощечку с вбитыми на необходимом расстоянии гвоздиками, которую подносят к вращающейся заготовке, на которой остаются риски.
- Чистовая обработка производится различными инструментами, в основном мейселем для нанесения разметочных рисок и получения выпуклых и конусных форм, скребком для получения цилиндрических форм и рейером для получения вогнутых форм. Обработка ведется по разметочным рискам. При точении выпуклых контуров подачу инструмента осуществляют от центра к краю, вогнутых от края к центру.
- Шлифовка придает нужную шероховатость изделию, выполняют ее шлифовальной шкуркой. Натянутую полоску шлифовальной шкурки подносят к вращающиеся заготовке, и перемещают ее последовательно по всей обрабатываемой длине.
- Обрезка заготовки мейселем или снятие заготовки с центров.
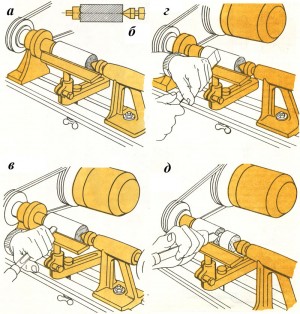
Рис. 1. Последовательность точения детали
а- закрепление заготовки; б – закрепление заготовки разрез; в- черновая обработка рейером; г- чистовая обработка мейселем; д- обрезка (торцевание) заготовки.
Вытачивание внутренних полостей
Для вытачивания внутренних поверхностей заготовку закрепляют только в передней бабке станка, кулачковым патроном, планшайбой или трубчатым патроном.
- вытачивание грубого контура изделия рейером.
- выравнивание торца заготовки мейселем, рейером или скребком.
- выборка внутренней полости. Подручник располагают поперек направляющих станка, полукруглую стамеску вводят в заготовку перемещая ее от центра к краю, до получения выемки нужной формы и размера. Полые поверхности небольшой глубины и небольшого диаметра выбирают полукруглой стамеской при продольном размещении подручника, инструмент при этом располагают под наклоном и перемещают от центра к краю. Внутренние поверхности сложной формы обрабатывают специальными стамесками – крючками, кольцами.
- доводка внешней формы заготовки
- шлифовка
- отрезка или снятие со станка.
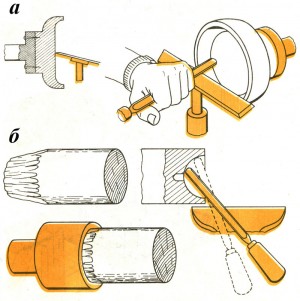
Рис. 2. Точение полых изделий
а- на планшайбе; б- в трубчатом патроне.
Работа на токарных станках с суппортом
На токарных станках с суппортом обработка ведется резцами закрепленными в резцедержателе, установленном на подвижном суппорте станка. Подобные станки, как правило, имеют ручную и механическую подачу вдоль и поперек станка.
Токарные резцы.
По форме головки резцы подразделяются на прямые с прямолинейным стержнем (рис. 3 а) и отогнутые со стержнем отогнутым в право или влево.
По расположению режущей кромки различают правые (рис.3 г) и левые (рис. 3 в) резцы. Правые перемещаются в продольном направлении от задней бабки к передней, левые от передней к задней.
Проходные резцы (рис. 3 а-в) предназначены для обточки, образования фасок, проходные упорные резцы (рис.3 г) для обточки и обработки образуемого торца ступени.
Подрезные резцы (рис. 3 д) служат для образования ступени на торце обрабатываемой заготовки, для обработки плоскости торца.
Канавки на наружной и внутренней поверхности детали можно получить при помощи канавочных резцов (рис. 3 е, з).
Для отрезки применяются отрезные резцы (рис. 3 ж).
Для нарезания резьбы используют резьбовой резец (рис. 3 и).
Фасонные резцы заточены по форме обрабатываемой детали (рис. 3 к).
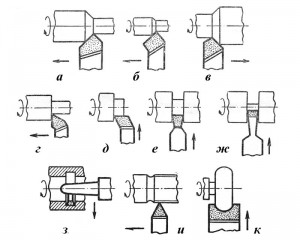
Рис. 3. Основные виды токарных резцов
Резцы устанавливают, так чтобы вершина резца совпадала с центром задней бабки. Частота вращения шпинделя должна составлять 1200 об/мин.
Точение цилиндрических заготовок.
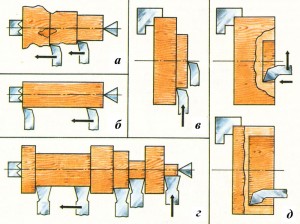
Рис. 4. Приемы обработки цилиндрических заготовок
Резец постепенно подают вперед до касания с вращающейся заготовкой, и в этом положении отводят его направо. По лимбу подают резец вперед на 2-3 мми делают первый рабочий проход вдоль заготовки. Проходы осуществляют до получения гладкой цилиндрической формы (рис.4 а). Сместив резец по показаниям лимба поперечной подачи до нужного размера, обтачивают небольшой пробный участок. Если замер показал, что резец установлен на нужный размер, то поверхность обрабатывают по все длине справа налево (рис. 4 б). После обтачивания резец отводят назад. И возвращают в исходное положение. Этим же резцом подрезают торец и уступы. Торец подрезают до сближения резца с центром детали (рис. 4 в). Для протачивания прямоугольных канавок и уступов применяют чистовой (лопаточный) резец (рис.4 г). Перемещая его в поперечном направлении и продольно передвигая суппорт, можно выточить цилиндрическую поверхность с разными диаметрами.
Для выборки отверстий и внутренних полостей деталей применяют растачивание. Растачивание выполняют расточным упорным резцом (рис 4 д). Режущею кромку резца устанавливают на уровне оси шпинделя. При растачивании продольную подачу резца чередуют с его поперечными смещениями от края детали к ее центру, слой за слоем снимая материал со стенки вырезаемой полости и выравнивая ее дно.
Точение деталей сложной формы выполняют фасонными резцами
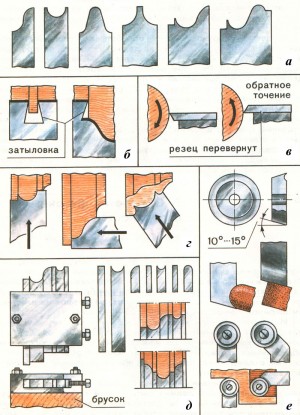
Рис. 5. Варианты заточки и установки фасонных резцов
Фасонные резцы изготавливаются самостоятельно из полос углеродистой или быстрорежущей стали толщиной 3-5 мм, шириной 10-20 мми длиной 100-120 мм. Резец обтачивают по нанесенному контуру, закаливают и затачивают (рис. 5 а). Резцы должны обязательно иметь затыловку боковых граней, чтобы они не соприкасались с деталью в процессе обработки (рис. 5 б). Возможны два варианта установки фасонного резца (рис. 5 в) для прямого и обратного точения, при обратном точении резец переворачивают и получают деталь с обратным профилем. Фасонные резцы можно подавать на деталь в поперечном, продольном направлении и под углом к оси детали (рис.5 г). Для получения деталей различного сложного профиля можно использовать составной резец собранный из резцов толщиной 4-8 мм, с различной заточкой. Их различная комбинация позволяет получать разнообразные профиля (рис. 5 д).
Для получения плавных форм как с наружи, так и внутри детали можно использовать резец с режущим диском. Диск толщиной 4-8 мм, диаметром 12-20 мм, по краю диска протачивается канавка радиусом 2-3 мм. После закалки диск устанавливают с помощью бола на оправке и затачивают (рис. 5 е).
Обработка детали по копиру.
Большой объем одинаковых деталей удобно изготавливать с помощью копира.
В качестве режущего инструмента, в зависимости от конструкции станка, можно использовать токарные резцы, установленные в суппорте станка, стамески с упором или дисковые фрезы.
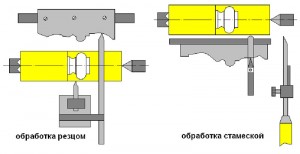
Рис. 6. Обработка по копиру резцом и стамеской
Рис. 7. Обработка дисковой фрезой по копиру.
Точение по копиру на суппортном станке
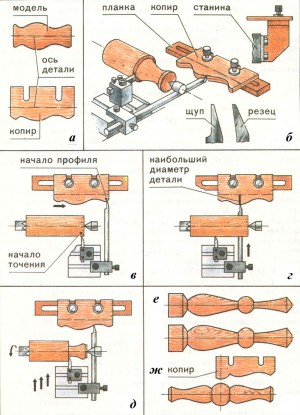
Рис. 8. Обработка детали по копиру
Для изготовления копира вытачивают модель детали и распиливают ее вдоль оси. Полученный срез профиля переводят на фанеру толщиной 4-5 мми выпиливают (рис. 8 а). Копиры можно изготавливать из металла при помощи лазерной резки.
Профиль будущих деталей закрепляют на станине станка. К поперечным салазкам суппорта крепят металлический держатель со щупом. Вершина щупа и резца должны иметь одинаковый профиль (рис. 8 б).
Первой заготовке предварительно придают форму цилиндра диаметром равным наибольшему диаметру заготовке, последующие заготовки можно делать с небольшим припуском. Сначала налаживают взаимное положение заготовки и копира (рис. 8 в), затем суппорт станка сдвигают влево до совмещения вершины щупа с линией наибольшего диаметра детали (рис.8 г). Резец подают вперед до упора в поверхность заготовки, а щуп упирают в копир в точке наибольшего диаметра и фиксируют в этом положении. Обработку ведут справа налево. Резец подают на деталь в поперечном направлении до упора щупа в контур копира (рис. 8. д). Величина продольного смещения резца на один поперечный ход составляет 1-2 мм. Следы резания удаляют шлифовальной шкуркой. Один и тот же копир можно использовать для точения деталей одинакового профиля, но разного диаметра (рис. 8 е). Небольшое изменение угла установки копира дает сужение силуэта детали. Длинные детали точат по копиру частями. Симметричные фигуры обрабатывают с края до середины, затем заготовку переворачивают и обрабатывают вторую часть (рис. 8 ж).
Выбор режима резания
Скорость главного движения резания на токарных станках для различных точек режущей кромки различна и зависит от расстояния до оси вращения заготовки. Средняя скорость для средней точки определяется по формуле:
где Dcp— средний диаметр заготовки, мм;
n- частота вращения шпинделя, об/мин;
Частоту вращения шпинделя выбирают в зависимости от диаметра заготовки, при установке планшайбы диаметром более400 ммчастота вращения шпинделя не должна превышать 800 об/мин.
Скорость главного движения резания для древесины мягких пород 10-12 м/с, для древесины твердых пород 0,5-3 м/с.
Продольная подача на один оборот шпинделя для черновой обработки 1,6-2 мм, для чистовой не более0,8 мм. Поперечная подача на один оборот шпинделя не должна превышать1,2 мм.
Обработка деталей на токарных станка с ЧПУ
Токарные станки с ЧПУ, в качестве режущего и инструмента имеют концевые фрезы или комбинируются концевой и дисковой фрезами.
При обработке детали концевой фрезой можно получить различный фигурный профиль на заготовке. Перемещение фрезы и скорость вращения заготовки задается с помощью программного обеспечения в зависимости от формы будущей детали.

Рис. 9. Создание скульптуры на токарном станке с ЧПУ
Станки с концевой и дисковой фрезами, позволяют ускорить процесс точения заготовок. Дисковая фреза делает предварительную черновую обработку, концевая фреза чистовую.

Рис. 10. Обработка заготовки дисковой фрезой

Рис. 11. Обработка заготовки концевой фрезой
После вытачивания заготовки, для окончательной доводки и удаления следов резания, ее обрабатывают шлифовальной шкуркой, обычно используют кусок небольшой ширины, который перемещают в натянутом состоянии по всей заготовке.

Рис. 12. Обработка заготовки шлифовальной шкуркой
1. Буриков В.Г., Власов В.Н. Домовая резьба- М.: Нива России совместно с Компанией «Евразийский регион», 1993-352 с.
2. Ветошкин Ю.И., Старцев В.М., Задимидько В.Т.
Деревянные художества: учеб. пособие. Екатеринбург: Урал. гос. лесотехн. ун-т. 2012.
3. Гликин М.С. Декоративные работы по дереву на станке «Универсал».- М.: Лесн. пром-сть, 1987.-208 с.
4. Коротков В.И. деревообрабатывающие станки: Учебник для нач. проф. Образования. – М.6 Издательский центр «Академия», 203.-304 с.
5. Лернер П.С., Лукьянов П.М. Токарное и фрезерное дело: Учеб. Пособие для учащихся 8-11 кл. сред. шк.-2-е изд., дораб.-М.: Просвещение, 1990.-208 с.
Что ты хочешь узнать?
Ответ
На токарном станке вытачивают изделия, контур которых может состоять из нескольких объёмных геометрических фигур, которые называются телами вращения. Это фигуры – шар, конус, цилиндр и тор
Точение деталей на станке производят специальными резцами — токарными стамесками. В отличие от обычных столярных стамесок, они имеют удлиненные рукоятки, которые позволяют надежно удерживать инструмент и легче управлять им.
По качеству обработки различают черновое и чистовое точение, от этого зависит и выбор инструмента.
Для черновой обработки применяют полукруглую стамеску (см. рис.а), для чистового точения, подрезания торцов и отрезания детали — косую стамеску
При черновом обтачивании заготовки (см. рис.а) полукруглую стамеску передвигают по подручнику. За первый проход снимают стружку толщиной 1. 2 мм серединой лезвия стамески (см. рис. 6, слева). Дальнейшее точение выполняют боковыми частями лезвия при движении резца как влево, так и вправо (см. рис. 6, справа). В результате работы разными участками лезвия стамески поверхность детали получается менее волнистой. После 2. 3 минут работы проверяют надежность закрепления заготовки — поджимают ее центром задней бабки. На чистовую обработку следует оставлять припуск 3. 4 мм (по диаметру).
При чистовом обтачивании (см. рис.) косую стамеску устанавливают на ребро тупым углом вниз. Стружку срезают средней и нижней частью лезвия.
Токарную стамеску держат при точении двумя руками: одной за рукоятку, другой за стержень. За стержень стамеску обхватывают сверху или снизу. Для чернового обтачивания чаще применяется первый способ, как наиболее надежный. Нажим на стамеску должен быть равномерным и плавным.
Для вытачивания внутренних выемок изделий с использованием патрона или планшайбы(различные ёмкости, шкатулки, солонки и т.д.) – сначала высверливают сверлом отверстие по центру заготовки. Затем стамеской с полукруглым концом выбирают лишнюю древесину. Напоследок, для выравнивания стенок, используют стамеску с изогнутым концом
Для точения изделий с помощью планшайбы сначала делают заготовку в виде квадрата. На этой заготовке проводят диагонали и чертят окружность чуть больше, чем диаметр предполагаемого изделия. Пилой обрезают лишние углы до получения восьмигранника, который прикручивают к планшайбе шурупами. Планшайбу накручивают на шпиндель и проверяют – не цепляется ли заготовка за подручник. После этого станок включают и восьмигранник обтачивают до нужного диаметра. Потом подручник устанавливают параллельно плоскости заготовки и вытачивают её внутреннюю часть. Передвинув подручник, вытачивают внешнюю сторону изделия
Диаметр изделия проверяют кронциркулем или штангенциркулем. Замеры следует сделать в нескольких местах по длине заготовки. Прямолинейность можно проверить линейкой или угольником на просвет.
Сразу после обтачивания поверхность детали зачищают шлифовальной шкуркой, прикрепленной к деревянному бруску (см. рис.). Чтобы ярче выделить текстуру древесины, поверхность изделия можно отполировать бруском более твердой древесины. Эту операцию выполняют при вращении детали, так же как и шлифование.
При подрезании торцов детали косую стамеску устанавливают на ребро острым углом вниз и делают неглубокий надрез
Затем, отступив немного вправо или влево (в зависимости от того, какой торец подрезают), наклоняют стамеску и срезают на конус часть заготовки (см. рис. справа). Эту операцию повторяют несколько раз, пока не останется шейка диаметром 8. 10 мм. Затем деталь снимают со станка, отрезают ее концы ножовкой. Торцы зачищают.
Для изготовления большого количества одинаковых деталей на токарном станке применяют кондукторы(ограничители) для стамесок или станки с копировальным приспособлением. Кондукторы несложно изготовить самому и легко установить как на токарной стамеске, так и на подручнике
2. – ограничитель продольного перемещения;
3. — ограничитель поперечного перемещения;
4. — токарная стамеска
Для получения нужных контуров на изготавливаемых деталях иногда применяют и специфические стамес
Их иногда делают специально для конкретного изделия или нужного контура.
Ниже приведён пример изделия и стамесок, которые используются для его изготовления.
Наши преимущества
- Высокопроизводительное оборудование
- Круглосуточное производство
- Организация доставки на объект
- Удобное расположение около метро Технопарк
 Подавляющее большинство металлических деталей для технических устройств и приборов изготавливаются методом снятия стружки. Этот вид обработки материалов выполняют с помощью токарного станка.
Подавляющее большинство металлических деталей для технических устройств и приборов изготавливаются методом снятия стружки. Этот вид обработки материалов выполняют с помощью токарного станка.
Возможности токарных станков
Человека, далекого от металлообработки, восхитят возможности современных токарных станков. Они способны обычный кусок металла превратить в произведение искусства. Основное предназначение этих станков заключается в получении деталей с заданными геометрическими параметрами.
Все работы выполняются методом сочетания двух движений: вращения при одновременной подаче заготовки в ту или иную сторону.
В каждый момент обработки снимается слой стружки, толщина которого может быть самой минимальной. Так получают детали с точными геометрическими размерами, заданными проектировщиком.
Специфика токарных станков заключается в вытачивании объемных фигур, которые принято называть «телами вращения». Это такие формы, как шар, конус, цилиндр. Причем сочетание этих фигур в одном изделии может быть самым разным.
Изготовление деталей на токарном станке выполняется в несколько этапов.
- Подготовка заготовки.
- Черновая обработка.
- Чистовая обработка.
- Контрольные замеры.
Способы токарной обработки
Токарные станки могут выполнять широкий спектр операций, которые необходимы для получение сложных деталей.
- Резка.
- Обтачивание.
- Растачивание.
- Шлифование.
- Нарезание резьбы.
- Сверление.
Токарные станки бывают универсальными (выполняющими все основные операции) и специализированными, нацеленными на выполнение какой-либо одной операции или комплекса однотипных. Виды специализированных:
- токарно-винторезные;
- токарно-револьверные;
- токарно-фрезерные;
- токарно-карусельные.
Самое современное станочное оборудование – станки с ЧПУ (числовым программным управлением) и их комплекс: обрабатывающие центры. Эти аппараты многозадачные. Все операции они выполняют без вмешательства оператора. Его задача состоит лишь в загрузке задания, приемке готового изделия и техническом обслуживании станка. Всеми остальными действиями по металлообработке руководит программа.
Режущие инструменты токарных станков
Основной инструмент в металлообработке – токарные резцы. Большинство операций выполняется ими. Существует множество видов резцов, каждый из которых обеспечивает узкоспециализированный вид обработки:
- наружное обтачивание проходным отогнутым резцом;
- нарезание внутренней и наружной резьбы;
- радиусное обтачивание;
- подрезание уступов;
- нарезка канавок.
Помимо резцов используют другие инструменты: фасонные инструменты, патроны, пландшайбы, метчики, зенкеры, центры, плашки и др. Крепление, перемещение и удержание режущих инструментов обеспечивает комплекс специальных узлов, каждый из которых называют «сборочной единицей».
Основные этапы изготовления детали методом обтачивания
Точение выполняют с помощью специальных резцов: токарных стамесок. Они оснащены удлиненными рукоятками, что позволяет надежно удерживать инструмент. Есть разные виды стамесок. Для черновой обработки требуется полукруглая.
- Выполняя первый проход, снимают стружку на толщину 1-2 мм. Используют среднюю (серединную) часть стамески. Все последующие проходы выполняют только боковыми частями.
- Снимают стружку до тех пор, пока не останется 4-5 мм металла для чистовой обработки. При переходе к ней, меняют инструмент на косую стамеску и устанавливают ее на ребро.
- Равномерно нажимая на инструмент, выполняют чистовую обработку. Если требуется сделать внутренне отверстие, используют патроны и пландшайбы.
- Проверяют точность выполненных работ с помощью кронциркуля, штангенциркуля, микрометра, нутрометра и др.
Точность работ на токарном станке обеспечивается правильным выбором инструментов и их геометрических параметров. У резцов это углы, расположенные между режущими кромками. В учебных заведениях по подготовке токарей большое внимание уделяют именно этим вопросам.
Столь же важно правильно держать инструмент под определенным углом. Навыки работы на токарном станке приходят с опытом. Но для управления станками с ЧПУ требуются только знания.
