
Гибочный калькулятор
Чаще всего стоит задача определения параметров дуги по её габаритным размерам. Для этого мы предлагаем гибочный калькулятор.
 |
Введите значения H и h в миллиметрах
Не забывайте, что для гибки профилей необходим технологический припуск от 500 до 1000 мм. на заготовку.
Вы можете скачать ПК версию гибочного калькулятора по этой ссылке.
140030, МО, Люберецкий район, пос. Малаховка, Касимовское шоссе, д. 3Г
Право собственности ООО "ПК РАДИУС" © 2002–2017. Все права защищены.

Расчет разверток данным калькулятором
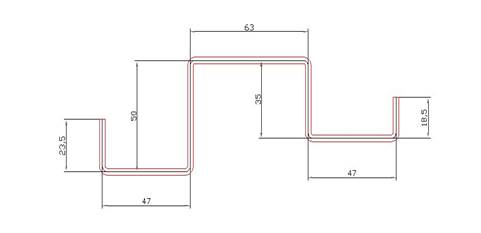
Выберите нужный профиль:
- Уголок
- Швеллер
- Зигзаг
- G-профиль
- С-профиль
Введите значения: толщины материала S, радиуса гиба R, величин A, B, C, D, E.
Значения R и S — выбираются из выпадающего списка; A, B, C, D, E — вводятся вручную. Значения S — от 0.1 до 20 мм, значения R — от 0.1 до 33 мм.
Нажмите кнопку ‘Рассчитать’.
*Дробные значения вводятся через точку.
Длина развертки рассчитывается по формуле:
L = L1+L2+. +Ln + n*Li,
где L1, L2. Ln — длины прямых участков;
Li — длина изогнутого участка;
n — количество изогнутых участков.
Длина изогнутого участка: Li = π/2*(R+x*S),
где x — коэффициент, выбираемый в зависимости от отношения R/S.
Все ваши замечания, предложения, пожелания будут учтены. Пробуйте, тестируйте. По всем вопросам сюда.
А ещё можно загрузить моё приложение на андроид-устройство:
Расчет размеров заготовки при гибке
14.05.2015 Опубликовал Mehanolog 1
Рассмотрим ситуацию, которая нередко возникает на гибочном производстве. Особенно это касается небольших цехов, которые обходятся средствами малой и средней механизации. Под малой и средней механизацией я подразумеваю использование ручных или полуавтоматических листогибов. Оператор суммирует длину полок, получает общую длину заготовки для требуемого изделия, отмеряет нужную длину, отрезает и.. после гибки получает неточное изделие. Погрешности размеров конечного изделия могут быть весьма значительными (зависит от сложности изделия, количества гибов и т.д.). Все потому, что при расчетах длины заготовки нужно учитывать толщину металла, радиус гибки, коэффициент положения нейтральной линии (К-фактор). Именно этому и будет посвящена данная статья.
Честно говоря, произвести расчет размеров заготовки несложно. Нужно только понять, что нужно брать в расчет не только длины полок (прямых участков), но и длины криволинейных участков, получившихся ввиду пластических деформаций материала при гибке.
Притом, все формулы уже давно выведены «умными людьми», книги и ресурсы которых я постоянно указываю в конце статей (оттуда вы, при желании, можете получить дополнительные сведения).
Таким образом, для расчета правильной длины заготовки (развертки детали), обеспечивающей после гибки получение заданных размеров, необходимо, прежде всего, понять, по какому варианту мы будем производить расчет.
Вариант 1  |
Вариант 2  |
| Lt = A + B + BA | Lt = A + B – BD |
| Lt – общая длина плоской заготовки; А и В – см. рисунок; ВА– припуск | Lt – общая длина плоской заготовки; А и В – см. рисунок; BD – вычет |
Таким образом, если вам нужна поверхность полки А без деформаций (например для расположения отверстий), то вы ведете расчет по варианту 1. Если же вам важна общая высота полки А, тогда, без сомнения, вариант 2 более подходящий.
Вариант 1 (с припуском)
а) Определить К-фактор (см Справочную);
б) Разбить контур изгибаемой детали на элементы, представляющие собой отрезки прямой и части окружностей;
в) Суммировать длины этих отрезков. При этом, длины прямых участков суммируются без изменения, а длины криволинейных участков – с учетом деформации материала и соответственного смещения нейтрального слоя.
Так, например, для заготовки с одним гибом, формула будет выглядеть следующим образом:

Где X1 – длина первого прямого участка, Y1– длина второго прямого участка, φ – внешний угол, r – внутренний радиус гибки, k – коэффициент положения нейтральной линии (К-фактор), S – толщина металла.
Причем, нам придется считать длину каждой полки отдельно, прежде чем задавать точку перемещения заднего упора станка. Надеюсь, это понятно.
Таким образом, ход расчета будет следующим..
Y1 + BA1 + X1 + BA2 +..т.д
Длина формулы зависит от количества переменных.
Вариант 2 (с вычетом)
По моему опыту, это самый распространенный вариант расчетов для гибочных станков с поворотной балкой. Поэтому, давайте рассмотрим этот вариант.
Нам также необходимо:
а) Определить К-фактор (см таблицу).
б) Разбить контур изгибаемой детали на элементы, представляющие собой отрезки прямой и части окружностей;
в) Рассчитать необходимые вычеты. При этом, длины прямых участков суммируются без изменения, а длины вычетов – соответственно, вычитаются.
Здесь необходимо рассмотреть новое понятие – внешняя граница гибки.
Чтобы было легче представить, см рисунок:
Внешняя граница гибки – вот эта воображаемая пунктирная линия.
Так вот, чтобы найти длину вычета, нужно от длины внешней границы отнять длину криволинейного участка.
Таким образом, формула длины заготовки по варианту 2:

Где Y2, X2 – полки, φ – внешний угол, r – внутренний радиус гибки, k – коэффициент положения нейтральной линии (К-фактор), S – толщина металла.
Вычет у нас (BD), как вы понимаете:

Внешняя граница гибки (OS):

И в этом случае также необходимо каждую операцию рассчитывать последовательно. Ведь нам важна точная длина каждой полки.
Схема расчета следующая:
(Y2 – BD1 / 2) + (X2 – (BD1 / 2 + BD2 / 2)) + (M2 – (BD2 / 2 + BD3 /2)) +.. и т.д.
Графически это будет выглядеть так:
И еще, размер вычета (BD) при последовательном расчете считать надо правильно. То есть, мы не просто сокращаем двойку. Сначала считаем весь BD, и только после этого получившийся результат делим пополам.
Надеюсь, что этой своей ремаркой я никого не обидел. Просто я знаю, что математика забывается и даже элементарные вычисления могут таить в себе никому не нужные сюрпризы.
На этом все. Всем спасибо за внимание.
При подготовке информации я использовал: 1. Статья «BendWorks. The fine-art of Sheet Metal Bending» Olaf Diegel, Complete Design Services, July 2002; 2. Романовский В.П. «Справочник по холодной штамповке» 1979г; материалы англоязычного ресурса SheetMetal.Me (раздел “Fabrication formulas”, ссылка: http://sheetmetal.me/formulas-and-functions/)
Расчет длины развертки детали
Упрощенно развертка рассчитывается следующим образом:
Допустим, имеется деталь как на рисунке.
Считаем суммарно развертку по СРЕДНЕЙ линии….. примерно так :
Затем считаем гибы. У нас получается 6 гибов. Каждый гиб уменьшает длину развертки примерно на толщину материала. У нас деталь из листа 3 мм. Из полученной суммарной длины развертки (284 мм) вычитаем 3х6=18 мм …. Получаем длину развертки 284-18 = 266. Цифра достаточно эмпирическая , но позволяет достаточно точно посчитать размер.
Еще необходимо учесть следующее ограничение – минимальное расстояние между гибами или от гиба до края заготовки должно быть не менее 15 мм. Это технологическое ограничение листогиба. Можно и меньше, но это необходимо обсудить. Есть и другие ограничения, но это уже будем решать вместе.
Расчет разверток деталей из листа под углом N°
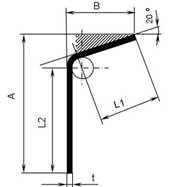 Сейчас мы рассмотрим развертку детали , поверхности которой гнутся под любым углом относительно друг друга.Здесь ничего сложного нет. Обычная геометрия. Школьная программа.Длина развертки Lр равняется сумме длин прямых участков и длины дуги соединяющей эти участки. Расчет ведется по средней линии толщины материала.Здесь нужно знать, что средняя линия это не просто толщина материала деленная на два. Это нейтральный слой между растянутыми и сжатыми волокнами , длина которого не изменяется при гибке. Радиус средней линии определяется по формуле
Сейчас мы рассмотрим развертку детали , поверхности которой гнутся под любым углом относительно друг друга.Здесь ничего сложного нет. Обычная геометрия. Школьная программа.Длина развертки Lр равняется сумме длин прямых участков и длины дуги соединяющей эти участки. Расчет ведется по средней линии толщины материала.Здесь нужно знать, что средняя линия это не просто толщина материала деленная на два. Это нейтральный слой между растянутыми и сжатыми волокнами , длина которого не изменяется при гибке. Радиус средней линии определяется по формуле
где каэффициент K определяется по таблице. Он зависит от отношения внутреннего радиуса гибки и толщины материала r/t
Lр = L1 + L2 + Lдуги
Lдуги = pi * G/180 * Rср
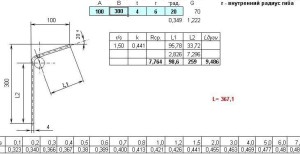
Как мы видим r/t (на рисунке r/s) равно1,5.Выбираем из таблицы 1,5 получаем K=0,441
Ну вот получилась прожка.Данный файл xlРасчет разверткиВы можете скачать прямо с сайта.Он сам все расчитает.Нужно только ввести размеры. Если хотите посмотреть как работают формулы,снимите защиту с листа.Пароля нет.
