
В металлургии электродуговая печь является незаменимым оборудованием. Основное ее назначение – это переплавка металлов под воздействием высокой температуры. Такие тепловые агрегаты бывают различных видов. Они отличаются своими конструктивными характеристиками и особенностью использования.
Сфера применения
Первые дуговые печи изобрели еще в девятнадцатом веке. Использовались они для выплавки металлов. Со временем оборудования существенно усовершенствовали. На сегодняшний день дуговые печи стали незаменимыми в металлургической промышленности.
Процесс переплавки стали в дуговых печах осуществляется за счет высокого температурного режима, который достигается посредством электрической дуги. Таким образом, происходит преобразование энергии электрической в тепловую.
Благодаря высоким техническим характеристикам дуговые печи применяют для создания различных сплавов, которые используют в своих нуждах оборонные и авиационные структуры. С помощью такого теплового оборудования можно получить однородные сплавы любых металлов.
Некоторые виды дуговых печей используют для определения физико-химических анализов. Такие исследования в основном проводятся для выявления количества составляющих различных материалов.
Устройство электродуговой печи
Независимо от конструктивных особенностей все дуговые печи устроены практически одинаково. Тепловые сталеплавильные агрегаты состоят из таких основных элементов:
- механическое устройство;
- электрический отдел;
- автоматизированное управление системой;
- приспособление для подачи в рабочую часть материалов;
- емкость, в которой осуществляется плавка;
- система удаления отходов;
- газоочистка.
Цилиндрической формы корпус печи включает в себя разъемные части – кожух и днище. Каркас имеет высокую устойчивость к значительным температурным воздействиям.
Конструкция имеет держатели, в которые устанавливаются графитированные электроды. К ним подсоединены подающие электроэнергию кабели. В процессе работы печи между электродами образуется постоянная дуга. Благодаря ей в устройстве возникают температура, которая обеспечивает плавку металлов.
 Как выглядит электродуговая печь
Как выглядит электродуговая печь
К закрытом корпусе печной конструкции встроены приборы, предназначенные для автоматического управления всей системой. Контроль процесса плавки осуществляется с помощью дверок. Для удаления шлаков в каркасе находится несколько полостей. Через них также осуществляется внос различных добавок для корректировки состава металла.
Погрузка шихты в печь может осуществляться через рабочее окно или сверху. Устройства с подачей материала через специальный проем обычно небольшого размера. Загружать металлический лом в такие агрегаты модно ручным способом с помощью широкой лопаты.
Печи с верхней подачей шихты – это более мощные и габаритные устройства. Они имеют достаточно сложную конструкцию. Механизм устройства может быть трех видов:
- поворотный свод;
- выкатывающийся корпус;
- откатываемый свод.
Наиболее распространены дуговые агрегаты с поворотным механизмом.
Принцип работы сталеплавильных электродуговых агрегатов
Основной функцией дуговых печей является выделение тепла дуге, за счет высокого скопления электроэнергии. Благодаря этому выполняется плавка металла со значительной скоростью нагрева.
Гореть дуга может как в парах перерабатываемого материала, так и в обычной атмосфере. Самыми востребованными в промышленной сфере являются электродуговые сталеплавильные печи. Для производства стали расходуется вторичное сырье – лом. Процесс его расплавки состоит из нескольких этапов:
- подымается свод;
- загружается в печь шихта с помощью специального крана;
- свод закрепляется на место;
- подается электрическое питание на электроды;
- электропроводники касаются загруженного в агрегат лома;
- образуется межфазное замыкание;
- срабатывает автоматический подъем держателей с электродами;
- происходит загорание электрической дуги.
Таким образом, начинается работа печи, которая происходит при высокой температуре мощности. Состоит она из таких основных стадий:
- Расплавление металлического лома. Накаленная шихта покрывается защитной пленкой, которая преграждает к материалу доступ вредных газов. При этом осуществляется впитывание различных плохо влияющих на качество металла веществ.
- Процесс окисления. Происходит корректировка вредных элементов. В это время повышается температура в агрегате. Ее значение становится на 120 градусов выше установленного для плавки металла предела. Фосфор и сера должны занимать в общем составе не более 0,15 процентов. Также осуществляется контроль уровня водорода и азота.
- Восстановление. С материала устраняются элементы серы, и состав металла доводится до нормативных показателей.
Виды и характеристика электродуговых печей
Современные дуговые печи бывают различных размеров и имеют отличительный набор функций.
Дуговые печи косвенного действия
Горение дуги в таких печах происходит между электродами, которые находятся над расплавленной массой. За счет этого осуществляется тепловой обмен между материалом и источником передачи энергии. Излучение, исходящее от дуги, а также конвекция позволяет нагреть металл до необходимой для его плавки температуры.
Дуговые печи косвенного действия оснащены таким электрооборудованием:
- электропривод механизма подач расходуемых электродов;
- трансформатор;
- регулировочное устройство.
Такие печи бывают емкостью 0,5 и 0,25 тонн. Максимальная мощность силового трансформатора может быть 600 КВ/А.
Поступление тока от трансформаторной подстанции к электродам осуществляется посредством гибких кабелей. Регулировка дистанции между электрическими проводниками производится за счет автоматизированного управления.
В электродуговых печах косвенного действия невысокий коэффициент выделения угара и испарения металла. Снижение выхода парообразных веществ достигается за счет высокого расположения эклектической дуги от материала для расплавки.
Используют дуговые косвенные печи для переплава различных цветных металлов и их сплавов. Часто такое тепловое оборудование при выплавке некоторых видов никеля и чугуна.
Косвенные дуговые печи сравнительно небольшие и в них невозможно осуществлять все процессы переплавки металлов, так как некоторые сплавы требуют большей мощности и более высокого температурного режима.
Дуговые печи прямого действия
В таких печных устройствах дуга образуется между электрическим проводником и расплавленным металлом, который благодаря этому нагревается. За чет прямого контакта между электродом и материалом происходит высокое испарение металла.
Электродуговые печи прямого действия являются достаточно мощным оборудованием, которое способно работать на трехфазном токе. Они выделяются высокой производительностью и применяются в основном для выплавки в слитки различных тугоплавких металлов, включая конструкционные и высоколегированные стали.
 Электродуговая печь прямого действия
Электродуговая печь прямого действия
Электропечь оснащена механизмами с гидравлическим или электромеханическим приводом, которые позволяют осуществлять наклоны для слива расплавленной стали, поворачивать и поднимать свод, а также перемещать электроды. К держателям проводников ток поступает за счет охлаждаемых воздух медных труб или шин.
Процесс зажигания электродов производится посредством снижения их к расплавленному металлу. После этого во время подъема проводников образуется электрическая дуга.
Дуговые печи сопротивления
Особенностью печей сопротивления является то, что дуга образуется внутри переплавляемого материала. Шихта может быть направлено относительно электрического разряда параллельно или последовательно.
Дуговые печи сопротивления не имеют функции наклона. Расплавленная масса проходит через специальное отверстие – летку. Электроды расположены в конструкции вертикально. Они имеют сравнительно большие размеры. Благодаря этому агрегат может работать с большой мощностью и при значительной величине тока.
В печах данного вида плавка металлов происходит с высоким показателем удельного сопротивления. Такое оборудование используется для плавления и восстановления руды. С помощью дуговых печей сопротивления можно получить сплавы чугуна, карбида, абразивов, кальция, а также никелевого штейна. Тепловые установки сопротивления в отличие от других видов дуговых печей способны доводить температурный режим до запредельных показателей.
Вакуумные дуговые печи
Такие агрегаты относятся к оборудованию прямого действия. Дуга в вакуумных печах горит в парах или инертном газе переплавляемого металла. Процесс происходит при низком давлении. Различают два типа вакуумных печей:
- С расходуемым электродом. Дуга в таких устройствах горит между переплавляемым электрическим проводником и ванной жидкого металла.
- С нерасходуемым электродом. Электрический разряд возникает между графитовым электропроводником и металлом, который расплавляется.
Как в первом, так и втором варианте плавление осуществляется в вакуумной камере. Все нагревающиеся элементы такого оборудования охлаждаются с помощью воды. Благодаря этому в вакуумных печах можно осуществлять различные действия при достаточно высоких температурах.
Агрегаты с нерасходуемым электродом практически не используются в промышленности. Основным их назначением является выплавка небольшого размера слитков в лабораторных условиях. Они являются хорошим инструментом для проведения различных анализов.
 Пример электродуговой печи
Пример электродуговой печи
Дуговые вакуумные печи с расходуемым электродом обширно применяются в промышленных целях. В таких устройствах во время работы с металлом происходят такие процессы:
- плавление;
- восстановление;
- раскисление;
- кристаллизация.
При этом при высокой температуре газовые летучие примеси удаляются, и происходит распад неустойчивых соединений. Благодаря этому в вакуумных дуговых печах можно получить материал с низким содержанием неметаллических примесей и газов.
Вакуумные печи используют в промышленных целях в таких отраслях как ракетостроение и атомная энергетика. С помощью такого оборудования можно получить слитки массой более 50 тонн.
Плазменно-дуговые печи
В таких установках металл нагревается за счет проходящей вместе со струей плазмы инертного газа электрической дуги. Такой процесс обеспечивает чистоту расплавляемого материала, а также позволяет значительно увеличить производительность печного оборудования.
В плазменно-дуговых печах происходит выплавка металлов с невысоким содержанием кислорода. Процесс плавления осуществляется в нейтральной атмосфере, что позволяет создать все условия для максимального выхода газов. Выплавка металла происходит с высокой скоростью.
Пламенно–дуговые печи используют для изготовления стали и сплавов высокого качества. Их применение обходится намного дешевле выплавки металла в вакуумных печах.
Преимущества и недостатки
Применение электродуговых печей для выплавки стали широко используется в металлургической промышленности. Основными преимуществами использования такого оборудования является возможность проведения таких операций:
- расплавка шихты независимо от ее состава;
- быстрый нагрев металла в печи;
- регулировка температурного режима;
- раскисление металла и получение в результате материала с низким содержанием примесей.
При переплавке стали в печном агрегате создаются все условия для снижения угара легирующих компонентов. Это обеспечивает снизить потери металлов в результате окисления при высоких температурах.
Электродуговые агрегаты широко используются в промышленных целях для переплавки различных металлов. С их помощью можно получить качественные крепкие стальные сплавы. Эффективность работы дуговой печи во многом зависит от качества теплового прибора. Поэтому приобретать следует надежное оборудование у известных и проверенных производителей.

Если у вас есть необходимость в отжиге металлов, создании керамики, плавке цветных и том числе драгоценных металлов, можете соорудить себе вот такую простую печь. Большинство подобных печей стоит кучу денег, по словам автора, в его регионе цены находятся в районе 600-12000 $ за печь. В нашем же случае печь обошлась всего в 120 $, не считая регулятора температуры. Эта небольшая печь может выдавать температуру в районе 1100 o C.
Собирается самоделка просто, все детали стоят не дорого, а еще их можно быстро заменить при неисправности печи.
Некоторые умельцы умудряются изготавливать в таких печах обручальные кольца, серьги, различные талисманы, кастеты и многое другое.
Материалы и инструменты для самоделки:
Материалы:
— болты и гайки (8×10, 1/4 дюйма);
— семь огнеупорных кирпичей (они должны быть мягкими, так как в них нужно будет проделать канавки, размеры 4 1/2" x 9 "x 2 1/2");
— уголок для создания рамы;
— квадратный лист металла для двери (автор использовал алюминий);
— нагревательный элемент (можно купить для печи уже готовые спирали, или же намотать свою собственную из нихрома)
— жаропрочные винты-контакты для крепления спирали;
— кусок хорошего кабеля (должен выдерживать как минимум 10А).
Из инструментов:
— ручной бур с подходящей насадкой для вырезки канавок в кирпиче;
— гаечный ключ;
— плоскогубцы;
— ножовка;
— дрель;
— кусачки и другое.
Процесс изготовления самодельной печи:
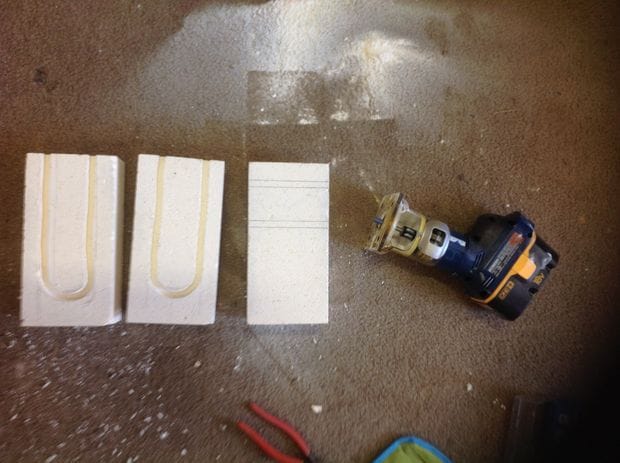
Шаг первый. Делаем канавки
Сперва нужно определиться с тем, какой ширины спираль, в зависимости от этого определяется глубина и ширина будущих канавок в кирпичах. Далее их нужно нарисовать на кирпиче карандашом. У автора канавки имеют форму в виде буквы «U», всего канавки такой формы две штуки, то есть вырезаны на двух кирпичах. На том кирпиче, который будет находиться в задней части печи, нужно проделать две параллельные канавки как на фото. В итоге после сборки печи, спираль получит примерно «П»-образную форму.



Ну а далее можно устанавливать спираль. Скорее всего, ее предварительно нужно растянуть до нужной длины. Если спираль вы будете наматывать сами, то нужно рассчитать, какой длины и толщины должна быть проволока, в интернете для этого есть масса информации.
Ну а далее можно укладывать печь в канавку. Для фиксирования спирали автор использует металлические скобки, под которые в кирпиче нужно будет проделать отверстия. Особое внимание нужно уделить подключению спирали к проводу. Здесь должны использоваться специальные винты с керамическими шайбами, причем винты нужно брать подлиннее. В противном случае будет либо постоянно гореть и вонять изоляция провода, или он вовсе будет постоянно гореть из-за высокой температуры.
Наш народ научился делать такие контакты из старых автомобильных свечей, когда использовались древние электрические плитки с открытой спиралью.
Особое внимание следует уделить выбору материала, из которой делается спираль. От этого будет зависеть максимальная температура, которую может выдать печь. Спираль должна выдерживать большие температурные нагрузки. Для таких целей автор выбрал провод типа NiCr. Большая часть таких проводов рассчитана на температуру порядка 1340 о С. Если вам требуются более высокие температуры, то можно выбрать и другие виды провода, которые для этого подходят.
Шаг третий. Делаем раму печки
Для создания рамы понадобится уголок, можно использовать сталь или алюминий. Четыре куска алюминия образуют ножки, а еще два идут в нижнюю часть и поддерживают вес всех кирпичей. Можно использовать для создания нижней опоры не два уголка, а четыре. Впрочем, это не обязательно, в итоге конструкция все равно стягивается болтами с гайками, эти болты и удерживают кирпичи внизу.
В верхней части печи нужно будет уложить также два или полтора кирпича, как и внизу. Ну а как все собирается, можно детально увидеть на фото.

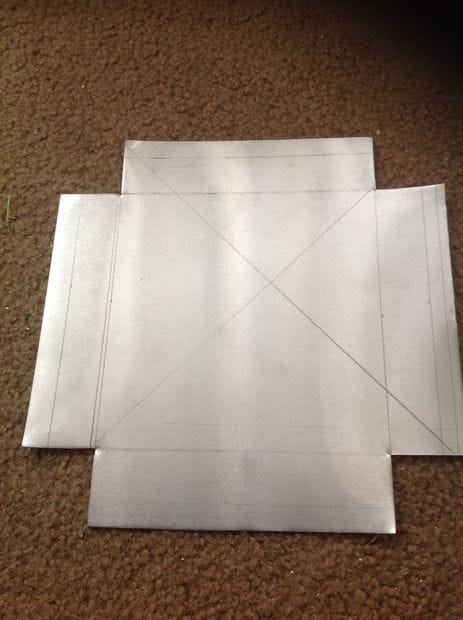
Шаг четвертый. Делаем дверь
Для создания двери нужен будет лист металла, автор использовал алюминий. Сперва на листе нужно нарисовать квадрат или четырехугольник, в зависимости от размеров и формы двери. Далее этот квадрат нужно еще обвести по кругу, отступив нужно расстояние для крепления огнеупорного материала. Ну а потом по углам вырезать куски, как видно на фото.
В качестве огнеупорного материала авто использовал плиту Kaowool. Ее нужно отрезать по размеру нарисованного ранее квадрата. Ну а далее плита укладывается на лист, а оставшиеся края листа загибаются, тем самым они удерживают плиту.



Вот и все, теперь дверь нужно шарнирно прикрепить винтами с гайками к печи, просверлив пару отверстий. В качестве изоляционного материала можно использовать и другие комплектующие. Защелку для двери можно делать, а можно нет.
Шаг пятый. Подаем электричество
Для подключения спирали нужно использовать хороший провод с толстой жилой, который может выдержать как минимум 10А. Помимо всего прочего, печь подключается через регулятор, он позволит поддерживать температуру в заданном состоянии. Также нужен будет печной градусник, по которому можно будет более точно следить за температурой в печи.

Важно помнить, что такая печь потребляет много энергии, поэтому вся проводка должна быть исправна, а автомат должен выдерживать нагрузку, которую создает печь.
Шаг шестой. Тестируем печку
Перед запуском печь нужно установить подальше от веществ и материалов, которые могут легко загореться. Ее не следует включать на деревянном полу или полу с линолеумом. Это должен быть кирпич, бетон и так далее. Теперь печь можно включать и тестировать. Важно запомнить, на какую температуру рассчитан выбранный провод, чтобы не перегреть спираль.
Размеры печи не являются строго определенными. Все зависит от мощности имеющейся электросети и выходного напряжения трансформатора. Чем больше выходное напряжение, тем шире должно быть расстояние между электродами. При тех размерах электропечи, что указаны на чертеже, достаточно подавать на электроды 25-30 вольт: печь разогревается в плавном режиме, но довольно интенсивно. В случае применения сварочного трансформатора промышленного образца, который обычно выдает 50-60 вольт, расстояние между электродами надо увеличить примерно вдвое, до 150-200 мм. В объеме печи, приведенном на чертеже (100х65х50 мм), можно расплавить 60-80 граммов, например, серебра, что считается уже неплохим результатом.
В качестве электродов для печи подходят щетки от мощного электромотора. Они удобны тем, что имеют хороший токоподводящий гибкий провод. Если нет возможности достать такие электроды, их несложно выпилить самому из куска графита, например, от использованного стержня-электрода, применяемого в дугоплавильных печах. В самодельном электроде надо лишь просверлить сбоку два отверстия диаметром 5-6 мм, вставить в них многожильный медный провод толщиной 5 мм и для уплотнения осторожно забить сюда еще подходящий гвоздь. На внутренней стороне электродов делается сетчатая насечка напильником — для улучшения контакта с порошком графита.
В качестве внутреннего футеровочного слоя стенок печи применяется слюда: благодаря своей слоистости она служит хорошим теплоизолирующим экраном. Наружные стенки дополнительно укрепляются асбестовой или цементной плиткой толщиной 5-10 мм. Для предельной простоты сборки стенки обвязываются мягкой медной или вязальной проволокой. Изолирующей подставкой для печи служит обычный кирпич; под низ укладывается еще эмалированный металлический поддон с бортиками.
Углеграфитовый порошок можно получать из отслуживших стержней с помощью грубого напильника или многолезвийной ножовки по металлу. Надо учесть, что в процессе плавки порошок графита все же постепенно выгорает и его надо периодически подсыпать.
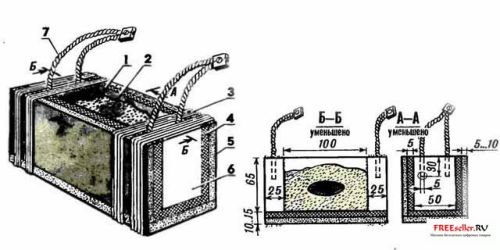
Рис.1. Настольная плавильная печь:
1 — порошок углеграфита; 2 — место плавки металла; 3 — провод-обвязка корпуса печи; 4 — футеровка из слюды; 5 — плитка асбестовая; 6 — электрод углеграфитовый; 7 — провод токоподводящий.
Понижающий трансформатор на 25 вольт. Сетевая обмотка содержит 620 витков медного эмалированного проводя диаметром 1 мм. Понижающая обмотка содержит 70 витков провода прямоугольного сечения 4,2х2,8 мм в стекловолоконной изоляции.
Собранная печь подключается к трансформатору достаточно толстыми медными проводами (7-8 мм) с обязательной наружной изоляцией, чтобы избежать во время работы случайного короткого замыкания.
Готовую к работе печь вначале как следует прогревают, чтобы дать выгореть органическим включениям (обеспечив при этом соответствующую вентиляцию в помещении). В дальнейшем печь работает практически без выделения копоти и гари.
Плавку металлов проводят по следующей схеме. Вначале с помощью небольшой лопатки в середине печи в порошке делают лунку, кладут в нее первую порцию металла и закапывают. Если используемый лом разной величины, то сначала помещают самый крупный кусочек, и только после его расплавления добавляют мелкие части.
Чтобы убедиться, что металл расплавился, печь можно слегка покачать — поверхность порошка в этом случае также начинает колыхаться. После остывания металла его переворачивают и снова расплавляют. Так повторяется несколько раз, пока заготовка не примет более-менее шаровидную форму, свидетельствующую о качестве расплава.
Когда надо плавить мелкую стружку или опилки простых металлов, их засыпают прямо в лунку и плавят как обычно. Более драгоценный металл, с целью его сохранности, помещают в стеклянную ампулу из-под лекарства и плавят вместе с ней. Образовавшаяся у расплава корочка из стекла легко обсыпается при охлаждении в воде.
Легкоплавкие металлы — олово, алюминий и тому подобное — лучше помещать в железную чашечку. Для получения сплавов сначала кладут в порошок более тугоплавкий металл, а после его расплавления вводят легкоплавкий. Например: медь + олово; медь + алюминий.
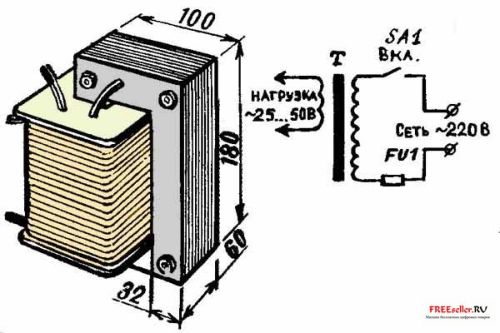
Рис.2. Трансформатор и схема подключения плавильной печи.
В плавильной печи можно плавить олово, алюминий, железо, никель, медь, серебро, золото, палладий. После плавки полученные заготовки подлежат ковке. Их надо расклепывать на наковальне не спеша особенно вначале, небольшим молотком. И как можно чаще нагревать заготовку на газовой плите докрасна, затем остужать в холодной воде и снова расклепывать до нужных размеров.
Категорически нельзя плавить магний, свинец, кадмий, цинк и цинкосодержащие сплавы (цинковая латунь, мельхиор), а также серебряные контакты от различных типов реле, приборов, пускателей — в них содержится до 50% кадмия, который выгорает, образуя желтый ядовитый дым.
Если нет возможности приобрести мощный трансформатор, то его можно заменить составным. Для этого надо взять несколько менее мощных однотипных трансформаторов и параллельно соединить их выходные обмотки (при условии, что все они рассчитаны на одинаковое напряжение). Возможен и самодельный трансформатор. Он собирается из Г-образных пермалоевых пластин с внутренним сечением 60х32 мм. Его сетевая обмотка наматывается эмалированным проводом толщиной 1 мм и содержит 620 витков. Понижающая обмотка наматывается проводом прямоугольного сечения 4,2х2,8 мм и содержит 70 витков.
Что касается техники безопасности при работе с этой печью, то надо помнить, что сварочный трансформатор требует крайне осторожного обращения. Нельзя допустить, чтобы произошло короткое замыкание в проводах или между электродами в самой печи. Выключатель сети трансформатора должен располагаться рядом, чтобы в любую секунду его было удобно отключить. Нельзя также ни на минуту оставлять работающую печь без присмотра. Рядом всегда должна находиться емкость с водой, где остужаются горячие заготовки.
