
Общие сведения о сварочной горелке MIG
Сварочные горелки для сварки металлическим электродом в газовой среде или же сварочные горелки MIG/MAG в качестве источника тепла между проводом и заготовкой используют электрическую дугу. Сварочные горелки являются ключевым компонентом сварочного оборудования, который играет важную роль для качества сварки, эффективности производства и т.д.
Основные функции сварочной горелки MIG
1. Для образования электрической дуги между проволокой и обрабатываемой деталью сварочный ток передается на проволоку через контактный наконечник. Стабильная, непрерывная и плавная передача сварочного тока может обеспечить устойчивое горение электрической дуги.
2.Сварочная горелка может выполнить подачу проволоки различных сечений и выполненных из разных материалов.
3. Горелка обеспечивает постоянный поток защитного газа для зоны дуговой сварки, что повышает надежность защиты свариваемого металла.
4. Для запуска и остановки сварки сварочный инструмент управляет включением и выключением сварочного тока.
5. Сварочная горелка также может регулировать сварочный ток для управления скоростью подачи проволоки.
Для обеспечения стабильной дуговой сварки среди основных требований к сварочной горелке MAG/MIG можно выделить хорошую проводимость, плавность подачи проволоки, надежную газовую защиту и надежное управление. Быстрое развитие сварочной отрасли привело к разработке большого количества разных видов сварочных горелок MAG/MIG.
А. Приводная горелка
Этот вид сварочной горелки комплектуется механизмом подачи проволоки. Кассета с проволокой, как правило, устанавливается на рукоятке горелки. Проволока подается непосредственно в сварочную горелку. Устройство регулировки сварочного тока для удобства крепится на ручку.
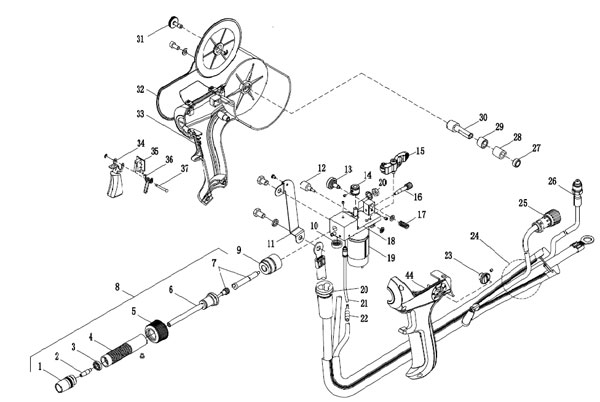
Рис. 1 Схематическое изображение приводной горелки MIG/MAG
На рис. (1) — (6) показан наконечник горелки, на рис. (7) — (19) – система подачи проволоки, на рис. (20) — (26) – кабель, на рис. (27) — (37) – спусковой механизм.
Этот способ подачи широко применяется в сварке при использовании тонкой проволоки диаметром менее 1,0мм. Длину кабеля, используемого для соединения горелки и сварочного аппарата, можно увеличить в соответствии с фактическими требованиями. При необходимости длина кабеля может быть увеличена до 10м, что значительно увеличит радиус действия сварочной горелки.
Приводной двигатель горелки установлен в рукоятке. Наиболее часто используется двигатель постоянного тока с регулируемой скоростью, сравнительно небольшим объемом и мощностью в 10Вт. Некоторые передовые приводные горелки оснащаются импульсным двигателем или серводвигателем переменного тока. Из-за ограниченной мощности двигателя приводная горелка может быть использована только для сварки тонкой проволокой.
B. Сварочная горелка с механизмом подачи проволоки
Сварочная горелка с подачей проволоки является наиболее широко используемым устройством для сварки в среде защитных газов. Режим подачи проволоки обеспечивает удобство эксплуатации и простоту обслуживания. Специальное устройство подачи направляет проволоку в сварочную горелку через длинный рукав. С удлинением рукава соответственно увеличивается сопротивление подачи проволоки, а затем уменьшается стабильность подачи проволоки. Поэтому рукав подачи проволоки не должен быть слишком длинным. Рациональная длина шланга находится в пределах 2-5м. На следующем рисунке показана конструкция типичной сварочной горелки с механизмом подачи проволоки.
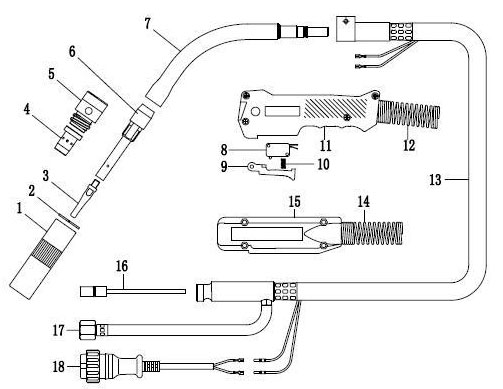
Рис. 2 Схематическое изображение сварочной горелки MIG/MAG с механизмом подачи проволоки
| № | Описание | № | Описание |
| 1 | Сопло | 10 | Пружина спускового механизма |
| 2 | Прокладка | 11 | Передняя рукоятка горелки |
| 3 | Контактный наконечник | 12 | Передний пружинный кожух |
| 4 | Диффузор | 13 | Кабель |
| 5 | Изолятор | 14 | Задний пружинный кожух |
| 6 | Передняя трубка горелки | 15 | Задняя рукоятка горелки |
| 7 | Изогнутый наконечник горелки | 16 | Рукав подачи проволоки |
| 8 | Микропереключатель | 17 | Газовпускное отверстие |
| 9 | Спусковой механизм | 18 | 2-х штырьковая штепсельная вилка |
Сварочная горелка MIG/MAG с механизмом подачи проволоки в основном состоит из узла наконечника, кабельного и соединительного узлов. Узел наконечника состоит из сопла, прокладки, контактного наконечника, диффузора, изолятора, передней трубки и изогнутого наконечника. Кабельный узел состоит из микропереключателя, спускового механизма, пружины, передней рукоятки горелки, переднего пружинного кожуха и кабеля. Соединительный узел состоит из заднего пружинного кожуха, задней рукоятки горелки, рукава подачи проволоки, газовпускного отверстия и 2-х штырьковой штепсельной вилки. Соединительный узел предназначен для подключения устройства подачи проволоки, для передачи сварочного тока и напряжения, для передачи газа и для соединения с управляющим сигналом.
Контактный наконечник имеет хорошую электропроводность, высокую износостойкость и длительный срок службы. Он, как правило, изготавливается из красной меди. Для повышения износостойкости также может быть использован материал CuCrZr. Если диаметр проволоки составляет менее 1,0мм, то диаметр отверстия контактного наконечника должен быть больше 0,1мм. Если диаметр проволоки больше 1,0мм, то диаметр отверстия наконечника должен составлять около 0,15-0,20мм. Отверстие соответствующего размера обеспечивает хорошую проводимость и плавную подачу проволоки. Сопло изготавливается из красной меди, что обеспечивает хорошую стойкость к высокой температуре, адгезии и истиранию. Сопло может быть выполнено в цилиндрической, конической или ступенчатой цилиндрической форме. Как правило, поток защитного газа, выпущенный из ступенчатого цилиндрического сопла, относительно дольше сохраняет расстояние турбулентности, что обеспечивает более эффективную защиту электрической дуги.
В основном выделяют два вида рукава подачи проволоки. Первый вид рукава производится путем намотки стальной пружинной проволоки или проволоки из нержавеющей стали. Такой вид рукава пригодный для подачи твердостальной, нержавеющей или медной сварочной проволоки. Чтобы обеспечить малое сопротивление, внутренняя стенка рукава должна быть гладкой. Для обеспечения достаточно большого радиуса изгиба и снижения сопротивления проводов питания подающий рукав должен иметь достаточно высокую жесткость. Внутренний диаметр рукава подачи проволоки обычно не превышает диаметр проволоки более чем в 1,5 раза. Второй вид рукава представляет собой пластмассовую трубку с тефлоновым покрытием. Он в основном используется для передачи алюминиевой проволоки для аргонодуговой сварки.
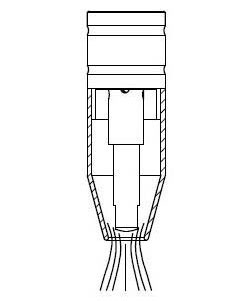
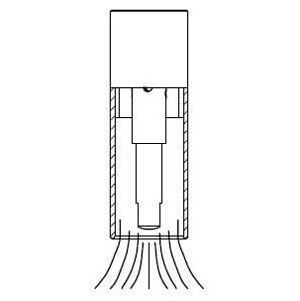
На следующем рисунке показан электрический кабель в разрезе. Кабель должен иметь хорошую пластичность.
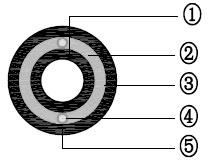 ① Внутренняя газовая трубка
① Внутренняя газовая трубка
② Медный проводник
③ Слой изоляции
④ Провод управления
⑤ Оболочка кабеля
Рис. 5 Схематическое изображение сечения кабеля
Так как передача проволоки выполняется при помощи специального механизма подачи, поэтому нет никаких ограничений по весу и размеру сварочной горелки. Механизмы подачи проволоки с различными спецификациями позволяют передавать проволоку различного диаметра. Контактный наконечник и рукав должны быть подобраны в строгом соответствии с диаметром проволоки.
В зависимости от регионального расположения предприятий по производству сварочных аппаратов сварочные горелки могут иметь некие функциональные и конструкторские отличия. Так на рынке можно выделить сварочные горелки азиатского типа, европейского типа и американского типа. Для соединения сварочной горелки с механизмом подачи проволоки также используются различные типы соединителей, например, Panasonic, OTC, Miller, Lincoln и соединители европейского стандарта. Все типы соединителей выполняют одинаковые функции: передачу сварочной проволоки и защитного газа, проведение сварочных токов и напряжений, а также передачу управляющего сигнала.
Соединитель европейского стандарта применяется по всей Европе. Он очень удобен в сборке и разборке. На следующем рисунке показана его схема.
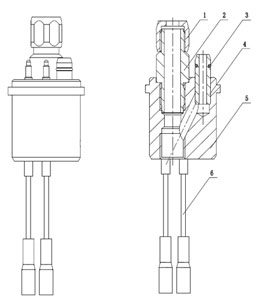
Рис. 6 Схематическое изображение соединителя европейского типа
C. Двухтактные сварочные горелки (с толкающим и натяжным механизмами)
Двухтактные сварочные горелки – это новый тип сварочного инструмента, который разработан с учетом преимуществ сварочной горелки с механизмом подачи проволоки и приводной горелки. Длина рукава подачи проволоки может доходить до 15м, что увеличивает радиус действия полуавтоматической сварки. В качестве источника питания для протяжки проволоки на ручном держателе установлен микродвигатель.
В процессе сварки проволока подается в основном при помощи тягового усилия толкающего механизма подачи. Двигатель механизма натяжки проволоки обеспечивает дополнительное тяговое усилие. Совместное действие двух сил обеспечивает ослабление сопротивления проволоки в рукаве. Двигатель толкающего механизма подачи проволоки обеспечивает основные силы для подачи проволоки с постоянной скоростью. Двигатель механизма натяжки проволоки выполняет выпрямление проволоки. Пользователь должен настроить синхронность движущей силы и силы тяги. В процессе подачи проволоки, проволока всегда должна находится в выпрямленном состоянии. Этот момент особенно важен для передачи на большое расстояние алюминиевой сварочной проволоки. Тяговое усилие должно быть немного впереди движущей силы. Эти две силы должны поддерживать определенное соотношение скорости для обеспечения синхронизации действий.
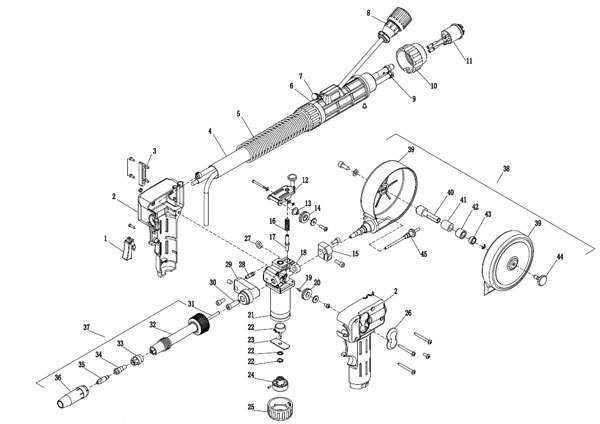
Рис. 7 Схематическое изображение двухтактной сварочной горелки MIG/MAG
Двухтактная горелка имеет существенные преимущества по сравнению со сварочной горелкой с механизмом подачи проволоки и приводной горелкой, так как она сочетает в себе эти два устройства. Но двухтактная горелка имеет сложную конструкцию. Процесс регулировки перед сваркой является достаточно трудоемким. Таким образом, данная горелка более широко используется для дуговой сварки алюминиевой проволокой или для сварки в особых условиях.
Сварка в среде защитного газа получила широкую популярность благодаря высокой эффективности и низкому энергопотреблению. В соответствии с тенденциями рынка компания North разработала трехпроволочную сварочную горелку с двумя источниками питания, сварочную горелку для электродуговой сварки нагретой проволокой, сварочную горелку для однопроволочной наплавки и сварочную горелку для сварки в среде с низким содержанием СO2. Потребление энергии сокращается в значительной степени с удвоением эффективности осаждения и скорости сварки. Между тем, машина двухимпульсной сварки и машина для сварки в среде защитного газа характеризируются низким разбрызгиванием, низким потреблением энергии и высокой эффективностью работы. Также значительно продлен срок службы сопла и контактного наконечника.
Сварщик, производя сварочные работы сварочным инвертором или полуавтоматом, делает одинаковые движения. Но в отличие от держателя для электродов, полуавтоматы имеют горелку достаточно сложную по конструкции. Горелка для сварочного полуавтомата подбирается под тип сварки MIG или MAG. И от правильного выбора зависит производительность, безопасность и утомляемость работника, который производит сварочные работы в течение половины рабочего времени.

Горелки для полуавтоматов можно отнести к расходным материалам, потому что срок их эксплуатирования не превышает полугода. Но и для такого срока необходима смена быстро выходящих из строя элементов.
Принцип работы
Идущая в комплекте газовая горелка для полуавтомата – это исполнительное устройство для получения сварочного шва в среде защитного газа.

Газовая горелка для полуавтомата
Принцип работы следующий:
- Горелка помещается к основному металлу на расстояние образования дуги.
- Перед началом розжига дуги за несколько секунд в сварочную зону подается защитный газ.
- Напряжение подается на токоподводящий наконечник, а соответственно и на электродную проволоку.
- В сварочной дуге электродная проволока плавится и каплями с потоком газа попадает в сварочную ванну.
- При перемещении горелки вдоль соединяемых элементов образуется сварной шов.
- Среда защитного газа обеспечивает получение качественного и чистого шва.
Во время проведения сварных работ элементы горелки подвергаются воздействию высоких температур. Особенно страдают газовое сопло, токоподводящий наконечник и электродный держатель, также именуемый диффузором и газорассекателем.

Устройство горелки для полуавтомата
- основа горелки;
- изоляционное кольцо;
- электродный держатель;
- токоподводящий наконечник;
- газовое сопло.
Выход из строя, например, токоподводящего наконечника, препятствует подаче сварочной проволоки для заполнения ванны.
Конструкция горелки
Производителей сварочного оборудования много, но устройство горелки одинаково для всех. Отличаются они между собой материалами, размерами, критической температурой и мощностью, механизмами подачи защитной среды (газа, флюса).
Рассматривая конструкцию горелки, стоит отметить, что основными элементами являются:
- сопло;
- держатель;
- наконечник;
- втулка изоляционная;
- основа с рукояткой.

Наконечники и сопла горелок изготавливаются из различных материалов, поэтому срок их службы различен. Широко используется медь, но и от ее качества зависит длительность работы. Для увеличения срока эксплуатации сопла изготавливают из вольфрама. Но при этом возрастает цена. Среднее время работы таких наконечников и сопел составляет 200 часов.
Из-за частой смены расходных материалов данные элементы изготавливаются быстросменными, чтобы сварщик в короткий срок мог их заменить своими руками.
Рукоятка изготавливается из термостойкого изоляционного материала, защищающего сварщика от воздействия электрического тока. На рукоятке располагается кнопка, включающая подачу защитного газа перед розжигом дуги.
Рукоятка соединяется со сварочным аппаратом посредством подающего рукава, в котором воедино собраны:
- питающий кабель;
- витой канал подачи проволоки;
- канал подачи защитных материалов;
- контур охлаждения;
- разъем соединения с аппаратом и механизмами подачи.
Стандартизованная длина рукава начинается от 2,5 м и достигает 7 м. Длина зависит от места и типа выполняемых работ. Чтобы добраться до сварного шва на высоте без подъема аппарата рукав должен быть максимальной длины.
Но стоит помнить, что излишки, сложенные на полу кольцами при прохождении по ним напряжения работают как индуктивные катушки и сильно нагреваются. Вследствие чего может возникнуть короткое замыкание.
Разновидности горелок для сварочного полуавтомата
Производители предлагают множество моделей горелок для полуавтоматов. Их характеристики можно описать следующим образом:
- токовая нагрузка;
- длина рукава;
- тип охлаждения:
- воздушный;
- водяной;
- тип управления:
- кнопочный;
- вентильный;
- универсальный;
- способу подключения:
- штекером;
- евроразъемом.
Штекерное подключение к аппарату влечет за собой увеличение размера рукава, так как каждый источник подключается по отдельности. Соединение евроразъемом облегчает подключение, но оно используется на дорогом профессиональном и полупрофессиональном оборудовании, в котором все каналы собраны в один корпус.

Самодельная газовая горелка
Для сварочных полуавтоматов подбираются из следующих критериев:
- допустимая нагрузка по току;
- корпус должен быть изготовлен из пластика стойкого к механическим повреждениям;
- эргономичность корпуса;
- стойкость оболочки рукава к воздействию низкими температурами и абразивом;
- малый размер;
- минимальный вес.
Профессионалы предпочитают подбирать газовую горелку не по характеристикам сварочного полуавтомата, а по несколько сниженному значению сварочного тока. Связано это с тем, что работа производится не на постоянной основе.
Производители ведут расчет стойкости горелок по непрерывной работе в течение 10 минут, чего не делает ни один сварщик. Поэтому если на аппарате максимальным значением является 400А, то для горелки мощности в 300А будет вполне достаточно.
Расчет ведется по максимальной температуре, при которой возможно разрушение ручки или рукава. Поэтому в продаже можно встретить полуавтоматы, оснащенные горелками с 60% ПВ и даже ниже.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.










Всегда в продаже большой ассортимент горелок
для полуавтоматической (MIG/MAG) сварки
и запасных частей к ним
Горелки для полуавтоматической сварки MIG/MAG различают по номинальному сварочному току, виду охлажения и разъему для подключения к сварочному аппарату.
Длина рукава горелки MIG/MAG может составлять от 3 до 5 метров и выбирается в зависимости от задач производства. Оптимально — 4 метра.
Горелки с воздушным охлаждением обычно применяются для токов до 350 А при сварке короткими швами.
Горелки с водяным (жидкостным) охлаждением применяются для сварки протяженных швов (вне зависимости от сварочного тока).
Прежде, чем предлагать Вашему вниманию имеющиеся в наших магазинах горелки MIG и цены на них, необходимо отметить следующее.
Разумеется, такие известные производители, как Abicor Binzel, TBI, Trafimet, Kemppi, Esab и другие, производят отличные и надежные MIG горелки. Но за последние годы, китайские производители, точно копируя лучшие бренды, достигли, практически, такого же высокого качества этих горелок при более низкой цене на них. Мы, как розничные магазины, имеющие дело непосредственно с самими сварщиками берем на себя смелость утверждать, что те незначительные отличия "брендовых" горелок от китайских часто остаются просто незамеченными или сводятся на нет из-за небрежного отношением российских сварщиков к своему инструменту. Иному "сварщику" какую горелку не дай, он ее быстро прикончит.
К тому же, очень многие сварщики, в том числе опытные, не часто утруждают себя выполнением такой важнейшей операции, как проверка и тщательная регулировка стабильности подачи проволоки (особенно
мягкой алюминиевой), да еще при длине горелки 5 м.
Итак, на текущий момент мы предлагаем следующие MIG горелки китайского производства.
руб.
MB-15, MS-15,
UnoMIG-15,
FB-150
и другие
MB-25, MS-25,
UnoMIG-25,
FB-250
и другие
MB-36, MS-36,
UnoMIG-36,
FB-360
и другие
Здесь будет уместно заметить, что цены на эти горелки, приведенные в этой таблице и на нашем втором сайте www.master-weld.ru, не исправлены с осени 2015 г.
Всегда звоните и уточняйте.
Кроме того, в наших магазинах у Вас всегда есть возможность принести с собой Вашу "убитую" горелку и получить исчерпывающую консультацию по ее ремонту или приобретению новой.
А поменять гибкую подводку для проволоки (канал) поможем обязательно
(там есть некоторые тонкости!).
Принципиальная схема горедки для полуавтоматической сварки

1 — Сварочная горелка MIG/MAG
2 — Шлейф сварочной горелки
3 — Соединительный контактный элемент
Как видно из схемы, сварочная горелка состоит из трех основных частей:
Сварочная горелка выполняет функции непосредственно связанные с процессом полуавтоматической сварки.
По шлейфу сварочной горелки подается сварочнная проволока, охлажающая жидкость (если предусмотрено конструкцией) и сварочный ток.
Соединительный контактный элемент служит для присоединения сварочной горелки непосредственно к источнику полуавтоматической сварки.
При эксплуатации сварочных горелок MIG/MAG необходимо соблюдать несколько простых правил

1. Шейка горелки (гусак)
2. Изолятор
3. Держатель сопла/диффузор
4. Сопло
5. Токовый наконечник
Шейка горелки обычно требует замены из-за небрежного отношения. Меняется очень редко.
Изолятор, в зависимости от конструкции горелки, может меняться отдельно или вместе с газовым соплом.
Держатель сопла/диффузор обычно подвержен налипанию сварочных брызг, в основном его меняют, когда забиваются отверстия для подачи защитного газа.
Сопло очень сильно подвержено налипанию сварочных брызг. Обычно его меняют когда налипшие частички металла препятствуют нормальному формированию потока защитного газа.
Токовый наконечник имеет калиброванное отверстие для прохождения сварочной проволоки, он является наиболее изнашиваемой частью горелки. Обычно меняется, когда ухудшается контакт между подаваемой проволокой и самим токовым наконечником, что приводит значительному ухудшению качества сварки.
По направляющим каналам происходит подача сварочной проволоки от механизма подачи по горелки. Они подвержены интенсивному абразивному износу. Их меняют при затрудненном прохождении сварочной проволоки.
Запасные части к горелкам
(апрель 2015)

под проволоку 0.8 — 1,6 мм
с резьбой М6 или М8

12 и 15 мм, СО ВСТРОЕННЫМ ИЗОЛЯТОРОМ
ИЛИ БЕЗ НЕГО (20 мм)

СО СПИРАЛЬНОЙ ФИКСИРУЮЩЕЙ ПРУЖИНОЙ
(или рассекатели, или диффузоры)

ДИАМЕТР 12 И 15 мм

ПОД ПРОВОЛОКУ 0,8 — 1,6 мм
СТАЛЬНЫЕ (ВИТЫЕ) ИЛИ ТЕФЛОНОВЫЕ


Любые консультации по сварке:
8 (495) 471-08-19
8 (495) 639-13-18
