
1.1.1 . По конструктивному исполнению:
1.1.2 . По присоединительной резьбе входного штуцера:
— тип 1 — с резьбой W 19,2;
— тип 2 — с резьбой W 27,8;
— тип 3 — с резьбой М22×1,5 — 6 g .
2.1 . Устройства должны изготовляться:
— клапаны типов 1 и 2 — для баллонов вместимостью 5,0, 12,0, 27,0 л; типа 3 — для баллонов вместимостью 5,0, 12,0 л;
— вентили типов 1 и 2 — для баллонов вместимостью 5,0, 12,0, 27,0, 50,0 л.
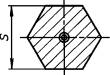
2.2 . Основные параметры и размеры устройств должны соответствовать указанным в таблицах 1 — 3 и на рисунках 1 и 2 .
1 Массовый расход газа при давлении на устройстве 1 МПа, кг/мин, не менее
2 Масса, кг, не более
Пример условного обозначения устройств:
клапана (К) баллона (Б) типа 2:
КБ-2 ГОСТ 21804-94
вентиля (В) баллона (Б) типа 1:
ВБ-1 ГОСТ 21804-94
Номинальный диаметр резьбы d , мм
Размер S «под ключ», мм
** Резьба по ГОСТ 16093 1) .
1) С 1 июля 2005 г. действует ГОСТ 16093-2004 .
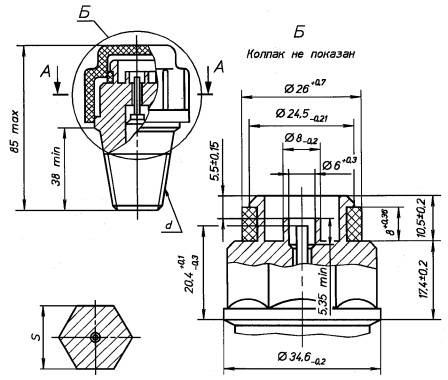
Колпак не показан
Примечание — Рисунок не определяет конструкцию.
Номинальный диаметр резьбы d , мм
Размер S «под ключ», мм
* Размеры для справок.
Примечание — Рисунок не определяет конструкцию.
3.1 . Устройства должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
3.2 . Номинальные значения климатических факторов:
— для эксплуатации в рабочем состоянии — по ГОСТ 15150 для климатического исполнения У2, но при этом нижнее значение температуры окружающего воздуха минус 40 °С;
— для эксплуатации в нерабочем состоянии (хранение и транспортирование при перерывах в работе) — по ГОСТ 15150 для климатического исполнения У2.
3.3 . Корпус устройств следует изготовлять из латуни по ГОСТ 15527 и ГОСТ 17711 . Прокладку в заглушке следует изготовлять из резины или паронита.
Детали из неметаллических материалов, соприкасающиеся с паровой фазой сжиженных углеводородных газов, должны быть стойкими к их воздействию. Изменение массы материалов по отношению к исходной не должно превышать 10 %, а проницаемость ** , в том числе после «ускоренного старения», — не более 0,005 г/ч.
Твердость по Шору А для деталей из резины после «ускоренного старения» не должна измениться более чем на 5 единиц.
3.4 . Устройства должны быть прочными и герметичными.
3.5 . Устройства должны быть прочными при завинчивании в горловину баллона. Момент силы завинчивания в горловину баллона должен быть:
— для устройств типа 1 — (160 ± 30) Н · м;
— для устройств типа 2 — (220 ± 40) Н · м.
3.6 . Момент силы на маховике для герметичного закрывания вентиля должен быть не более 4,7 Н · м.
3.7 . Шток клапана должен перемещаться без заеданий на величину (5 ± 1) мм.
3.8 . На маховике вентиля должна быть нанесена стрелка направления вращения и надписи: по часовой стрелке — «Закрыто», против часовой стрелки — «Открыто». Допускается выполнять надписи сокращенно: «Откр.» и «Закр.».
3.9 . Расходный штуцер вентиля должен быть снабжен металлической заглушкой с прокладкой. Заглушка должна иметь метку левой резьбы.
3.10 . Расходный штуцер клапана (верхняя часть клапана) должен быть снабжен колпаком.
3.11.1 . Показатели надежности устройств должны соответствовать указанным в таблице 4 .
1. Наработка до отказа, циклов, не менее
2. Среднее время восстановления работоспособного состояния, мин, не более
3. Средний срок службы, лет, не менее
Критерии отказа устройств — нарушение герметичности (старение и износ уплотнителей). Критерий предельного состояния устройств — износ резьб.
3.12 . Устройства должны выдерживать транспортную тряску при средней перегрузке 2,4 g и частоте 120 ударов в минуту.
3.13.1 . В комплект устройства должны входить:
— заглушка (для вентилей) — 1 шт.;
— колпак (для клапанов) — 1 шт.;
— паспорт по ГОСТ 2.601 — 2 шт. на каждое грузовое место.
3.14.1 . На устройстве должна быть нанесена маркировка, содержащая:
1 ) рабочее давление (Р) в МПа;
2 ) товарный знак предприятия-изготовителя;
3 ) условное обозначение устройства без обозначения стандарта;
4 ) две цифры месяца и две последние цифры года выпуска;
5 ) знак соответствия для сертифицированных устройств.
Маркировка должна быть выполнена способом, обеспечивающим четкость и долговечность в течение срока службы устройств.
3.14.2 . Транспортная маркировка груза — по ГОСТ 14192 с нанесением манипуляционного знака «Верх».
3.15.1 . Каждое устройство должно быть обернуто в противокоррозионную бумагу по ГОСТ 16295 и уложено в дощатый ящик типа П-2 по ГОСТ 2991 , предварительно выложенный внутри противокоррозионной бумагой по ГОСТ 16295 или битумированной бумагой по ГОСТ 515 .
Паспорт должен быть вложен в бумажный пакет или завернут в бумагу по ГОСТ 8828. Допускается применять другие упаковочные материалы и тару, обеспечивающие сохранность устройств.
3.15.2 . Масса брутто грузового места должна быть не более 40 кг.
4.1 . Для проверки соответствия устройств требованиям настоящего стандарта следует проводить испытания:
4.2 . Приемосдаточным испытаниям следует подвергать каждое устройство на соответствие требованиям 3.1 , 3.4 , 3.6 , 3.7 , 3.8 , 3.9 , 3.10 , 3.13.1 , 3.14.1 , 3.14.2 (каждое грузовое место), 3.15.1 , 3.15.2 (одно грузовое место на каждый тип упаковки).
Результаты приемосдаточных испытаний должны быть отражены в сопроводительной документации (отметка ОТК).
4.3 . Квалификационные испытания следует проводить не менее чем на семи устройствах из числа прошедших приемосдаточные испытания на соответствие всем требованиям настоящего стандарта, кроме 3.11.1 (таблица 4 , показатель 3).
4.4 . Периодические испытания следует проводить не реже одного раза в год не менее чем на семи устройствах из числа прошедших приемосдаточные испытания на соответствие всем требованиям настоящего стандарта, кроме 3.11.1 (таблица 4 , показатели 2 и 3), 3.14.2 , 3.15.1 , 3.15.2 .
Результаты испытаний являются окончательными.
4.5 . Типовые испытания проводят при изменении конструкции материалов, влияющих на параметры и требования, установленные настоящим стандартом. Типовым испытаниям следует подвергать не менее семи устройств на соответствие тем требованиям настоящего стандарта, на которые могли повлиять внесенные изменения.
4.6 . Испытания на надежность 3.11.1 (таблица 4 , показатели 2 и 3) следует проводить не реже одного раза в пять лет на семи устройствах, начало отсчета — с момента проведения квалификационных испытаний.
4.7 . Сертификационные испытания следует проводить не менее чем на семи устройствах из числа прошедших приемосдаточные испытания на соответствие обязательным требованиям настоящего стандарта.
Сертификационные испытания проводят при сертификации устройств.
4.8 . Результаты квалификационных, периодических, типовых и сертификационных испытаний, а также испытаний на надежность должны быть оформлены протоколом.
При проведении испытаний должны быть использованы следующие средства измерений и контроля:
— термометр с погрешностью измерения ± 1 °С для измерения температуры воздуха в помещении;
— манометры класса точности 1,5 с верхними пределами измерений, МПа:
— 0,16 — при определении массового расхода воды;
— 0,6 — при испытании клапана на герметичность;
— 1,6 — при определении массового расхода газа;
— 2,5 — при испытании устройств на герметичность;
— 4,0 — при испытании устройств на прочность для измерения давлений;
— весы с погрешностью взвешивания:
± 0,001 г для измерения массы неметаллических деталей,
± 5 г для измерения массы устройства,
± 50 г для измерения массы воды при определении расхода весовым методом;
— ключ тарированный с погрешностью измерения ± 10 Н · м для измерения момента силы завинчивания запорного устройства в горловину баллона;
— устройство с погрешностью измерения ± 2 % для измерения момента силы герметичного закрывания вентиля;
— психрометр аспирационный с погрешностью измерения ± 4 % для измерения относительной влажности воздуха в помещении;
— приспособление для испытания материалов на проницаемость;
— твердомер с погрешностью измерения ± 1 % для измерения твердости материалов;
— средства измерения для контроля линейных размеров, обеспечивающих указанную точность;
— стенд специальный для испытания на транспортную тряску.
Допускается применять другую аппаратуру, обеспечивающую указанную точность.
5.2 . Условия проведения испытаний
5.2.1 . Испытания следует проводить при следующих условиях:
относительная влажность воздуха в помещении, % 45 — 80.
5.3.1 . Проверку по 2.2 (таблица 1 , параметр 1) проводят смесью пропан-бутан технической зимней, подаваемой через расходный штуцер устройства с постоянным давлением, равным (1 ± 0,1) МПа, не менее 2 мин.
При испытании маховик вентиля должен находиться в положении «Открыто», а шток клапана должен быть перемещен из положения «Закрыто» на (2 ± 0,3) мм.
Устройства считают выдержавшими испытания, если массовый расход составляет:
— для клапанов, не менее:
— типов 1 и 2 — 8,5 кг/мин;
— типа 3 — 5,0 кг/мин;
— для вентилей, не менее:
— типов 1 и 2 — 12,8 кг/мин.
Допускается проводить испытания водой с постоянным давлением, равным (0,1 ± 0,01) МПа. Устройства считают выдержавшими испытания, если массовый расход составляет:
— для клапанов, не менее:
— типов 1 и 2 — 5,7 кг/мин;
— типа 3 — 3,3 кг/мин;
— для вентилей, не менее:
— типов 1 и 2 — 9,2 кг/мин.
5.3.2 . Испытание на воздействие климатических факторов ( 3.2 ) следует проводить в такой последовательности:
— для эксплуатации в рабочем состоянии:
— устройства помещают в климатическую камеру, выдерживают при температуре плюс 45 °С в течение 4 ч и в камере проводят испытания на герметичность (5.3.5). Затем устройства выдерживают в камере при температуре минус 40 °С в течение 4 ч и в камере проводят испытания на герметичность (5.3.5);
— для эксплуатации в нерабочем состоянии:
— устройства помещают в климатическую камеру и выдерживают при температуре минус 60 °С в течение 4 ч. После извлечения из камеры устройства выдерживают в условиях, установленных в 5.2.1 в течение 2 ч, после чего проводят испытания на герметичность (5.3.5).
5.3.3 . Проверку материалов по 3.3 следует проводить по сертификатам.
Стойкость деталей из неметаллических материалов следует определять по ГОСТ 9.030, погружая предварительно взвешенные детали в жидкий пентан на 24 ч. После извлечения из пентана образцы просушиваются в течение 1 мин и взвешиваются, затем остаются на открытом воздухе в течение 24 ч и повторно взвешиваются. Изменение массы материалов по отношению к исходной не должно превышать 10 %.
Для испытания на проницаемость необходимо: из листа испытуемого материала в состоянии поставки вырезать прокладку внутренним диаметром 8 мм, наружным диаметром 19 мм, а из формируемых материалов изготовить прокладку внутренним диаметром 8 мм, наружным диаметром 19 мм с толщиной, соответствующей толщине детали. Прокладки должны быть изготовлены изготовителем продукции с сохранением технологических параметров. Затем прокладка сжимается в приспособлении (рисунок 3), предварительно заполненном 0,5 г жидкого пентана, не более чем на 20 % своей толщины. Приспособление взвешивается и оставляется на открытом воздухе при температуре (25 ± 10) °С. Следующее взвешивание проводится через 24 ч. Проницаемость материалов прокладок в граммах в час по пентану определяется с точностью до третьего десятичного знака.
Испытание на проницаемость после «ускоренного старения» проводят следующим образом: приспособление с испытуемой прокладкой следует опорожнить от пентана через нижнюю пробку и поместить в сушильную камеру при температуре (110 ± 5) °С в течение семи дней, после чего провести повторное испытание на проницаемость при условиях, описанных выше.
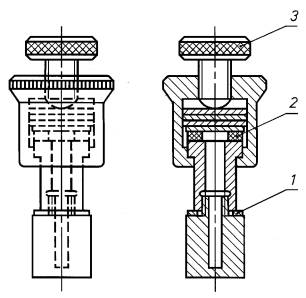
Рисунок 3 — Приспособление для испытания материалов на проницаемость
Испытание на твердость по Шору А для деталей из резины следует проводить по ГОСТ 263 на образцах из материалов до и после «ускоренного старения». «Ускоренное старение» проводится в сушильной камере при температуре (110 ± 5) °С в течение семи дней.
Образцы изготавливаются изготовителем устройств из листовых и формируемых материалов с сохранением технологических параметров. Толщина образцов не менее 2 мм, диаметр не менее 32 мм.
5.3.4 . Для проверки прочности ( 3.4 ) устройства подвергают гидравлическим испытаниям (водой) давлением (2,5 +0,2 ) МПа, приложенным со стороны входного штуцера, при открытом положении штока с закрытым расходным штуцером.
При испытаниях штуцер вентиля закрывают заглушкой.
При гидравлических испытаниях следует удалить воздух из внутренних полостей устройств, а после испытаний удалить воду.
Продолжительность испытаний вентилей не менее 1 мин, клапанов — не менее 30 с.
Пропуск воды или потение через металл и уплотнения не допускается.
Допускается проводить проверку вентилей на прочность пневматическим давлением (2,5 +0,2 ) МПа при соблюдении мер безопасности.
5.3.5 . Для проверки герметичности ( 3.4 ) устройства подвергают пневматическим испытаниям воздухом, подаваемым со стороны входного штуцера. Для проведения испытания устройства погружают в воду. Допускается при испытании клапана заполнять водой полость его расходного штуцера.
Вентили должны быть испытаны давлением (1,6 +0,1 ) МПа в закрытом положении вентиля при открытом расходном штуцере и в открытом положении вентиля при закрытом расходном штуцере. При испытаниях вентиль закрывают с приложением момента силы не более 4,7 Н · м (3.6).
Клапаны должны быть испытаны давлением (1,6 +0,1 ) МПа и (0,05 ± 0,004) МПа при закрытом положении штока с открытым расходным штуцером, а при квалификационных, периодических, сертификационных и типовых испытаниях дополнительно давлением (0 ,3 +0,02 ) МПа — при открытом положении штока с закрытым расходным штуцером. Расходный штуцер клапана закрывают приспособлением, которое должно открыть шток и деформировать уплотнительное кольцо по высоте на величину (1,5 ± 0,5) мм. Геометрия и размеры элемента приспособления, деформирующего уплотнительное кольцо, должны соответствовать регулятору давления.
Перед испытанием клапан проверяют на соответствие требованиям 3.7 перемещением штока клапана на величину (5 ± 1) мм с последующим свободным возвращением его в исходное положение.
Продолжительность испытаний устройств не менее 30 с.
Утечка воздуха не допускается.
5.3.6 . Проверку прочности устройств ( 3.5 ) осуществляют при их завинчивании в горловину баллона моментом силы: для устройств типа 1 — (190 +10 ) Н · м, для устройств типа 2 — (260 +20 ) Нм. Завинчивание устройств производится на свинцовом глете по ГОСТ 5539 или на свинцовом сурике по ГОСТ 19151 , разведенных натуральной олифой по ГОСТ 7931 .
После вывинчивания корпус не должен иметь видимых деформаций, а устройство должно быть проверено по методике 5.3.4, 5.3.5.
5.3.7 . Проверку устройств на надежность ( 3.11.1 ) следует проводить по методике РД 51-02-109-88 «Устройства запорные баллонов для сжиженных углеводородных газов на Ру до 1,6 МПа. Методы испытаний на надежность», утвержденной в установленном порядке.
5.3.8 . Испытания на транспортную тряску ( 3.12 ) следует проводить следующим образом: устройства в закрытом состоянии (7 штук), упакованные согласно 3.15 , плотно укладываются в специальную тару, которая крепится на платформе испытательного стенда. Продолжительность испытаний 30 мин. После испытаний необходимо провести проверку устройств на герметичность.
5.3.9 . Проверку устройств по пунктам 2.1 , 3.8 , 3.9 , 3.10 , 3.13.1 , 3.14.1 , 3.14.2 , 3.15.1 следует проверять визуально.
5.3.10 . Проверку устройств по 2.2 (таблица 1 , параметр 2), 3.1 , 3.15.2 следует проверять с помощью измерительного инструмента.
6.1.1 . Устройства следует транспортировать всеми видами транспорта в крытых транспортных средствах в соответствии с Правилами перевозки грузов, действующими на транспорте данного вида. Размещение и крепление упакованных устройств должно соответствовать техническим условиям погрузки и крепления грузов, утвержденным МПС.
6.1.2 . При транспортировании железнодорожным транспортом устройства, упакованные в ящики, формируют в пакеты. Масса брутто не более 1 т. Габаритные размеры пакетов — по ГОСТ 24597 . Пакеты устанавливают на поддоны по ГОСТ 9078 или по ГОСТ 9570 и скрепляют одноразовыми средствами скрепления по ГОСТ 21650 , металлической лентой по ГОСТ 3560 , или по ГОСТ 6009 , или по ГОСТ 503 .
Допускается перевозка без формирования в пакеты.
6.2.1 . Хранение и транспортирование устройств — по группе 5 (ОЖ 4) ГОСТ 15150 .
7.1 . При эксплуатации устройств должны соблюдаться требования «Правил безопасности в газовом хозяйстве» и «Правил устройства и безопасной эксплуатации сосудов, работающих под давлением».
8.1 . Предприятие-изготовитель гарантирует соответствие устройств требованиям настоящего стандарта при соблюдении потребителем условий транспортирования, эксплуатации и хранения.
8.2 . Гарантийный срок эксплуатации устройств — три года со дня ввода в эксплуатацию. Гарантийный срок хранения — два года со дня выпуска.
ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
| 410 руб. | розничная цена |

Вентили ВБ-2 соответствуют требованиям ГОСТ 21804-94 «Устройства запорные баллонов для сжиженных углеводородных газов на давление до 1,6 МПа». В целях безопасности вентиль ВБ-2 снабжается алюминиевой заглушкой с прокладкой, исключающей утечку горючего газа при транспортировании, хранении и перерывах в работе.
Вентиль ВБ-2 для углеводородных газов
Масса, кг, не более 0,32
Наибольшее рабочее давление, МПа (кгс/см2) 1,6 (16)
Габаритные размеры, мм, не более 105Х62Ø54
Массовый расход газа при давлении 1МПа, кг/мин, не менее 12,8
Присоединительные размеры:
-на выходе СП 21,8- 14
ниток на 1" левая
-для установки на баллон – коническая резьба ГОСТ 9909 W27,8
Вентиль — это запорное устройство, служащее для наполнения баллонов газом, подачи газа в горелку или резак и позволяющее сохранять в баллоне сжатые и сжиженные газы.
Вентили разделяются на баллонные и рамповые. Принцип работы баллонных вентилей одинаков, однако они различаются между собой материалом, из которого они изготовлены, присоединительной резьбой и способом уплотнения. Вентили разделяются по роду газа.
Кислородные вентили. Вентили для кислородных баллонов изготовляют из латуни, так как сталь сильно коррозирует в среде сжатого кислорода. Маховики и заглушки можно изготовлять из стали, алюминиевых сплавов и пластмасс.
При работе все детали кислородного вентиля должны быть тщательно обезжирены, так как загрязнение их жирами и маслами недопустимо.
Ацетиленовые вентили. Вентиль ацетиленового баллона изготовляется из стали. Применение сплавов меди с содержанием ее более 70% недопустимо, так как при контакте с ацетиленом возникает взрывоопасная ацетиленистая медь.
Ацетиленовый вентиль имеет отличную от других типов вентилей резьбу, что исключает возможность установки его на другие баллоны.
Нормы, предъявляемые к материалу газоредуктора и регулятора остаточного давления, те же, что и к материалу для баллонного вентиля, но испытательное давление может быть снижено до 15 ат ввиду того, что рабочее давление в них значительно ниже.
Вентиль ВБ-2 ГОСТ 21804-94 
Вентили ВБ-2 соответствуют требованиям ГОСТ 21804-94 «Устройства запорные баллонов для сжиженных углеводородных газов на давление до 1,6 МПа». В целях безопасности вентиль ВБ-2 снабжается алюминиевой заглушкой с прокладкой, исключающей утечку горючего газа при транспортировании, хранении и перерывах в работе.
Вентиль ВБ-2 для углеводородных газов
| Масса, кг, не более | 0,32 |
| Наибольшее рабочее давление, МПа (кгс/см2) | 1,6 (16) |
| Габаритные размеры, мм, не более | 105Х62Ø54 |
| Массовый расход газа при давлении 1МПа, кг/мин, не менее | 12,8 |
| Присоединительные размеры: | |
| -на выходе | СП 21,8- 14 ниток на 1" левая |
| -для установки на баллон – коническая резьба ГОСТ 9909 | W27,8 |
В случае заинтересованности, Вы можете связаться с нами по следующим контактам:
