

Противоизносные составы, на основе минералов природного происхождения, обладает уникальными свойствами. В процессе трения поверхностей трибосопряжения с привнесенными противоизносными составами формируется металлокерамический поверхностный слой. Это приводит к залечиванию усталостных микротрещин, микроповреждений поверхностей после механической обработки, устранению последствия разрушающего проявления водородного растрескивания и электрохимической коррозии и не допускают этого в будущем. В результате поднимается и выравнивается компрессия ДВС, увеличивается мощность, уменьшается расход ГСМ, увеличивается срок службы агрегатов и многое другое.
В данной статье мы рассмотрим, как противоизносные составы, на основе минералов природного происхождения, работают в подшипниках. Для того, что бы показать действие противоизносных составов и увидеть результат – проведём эксперимент в лаборатории трибологии.
Для эксперимента был взят типичный подшипник №8202, который легко разбирается. Он выдерживает большие перегрузки, сделан из высоколегированной, инструментальной стали ШХ-15. В автотранспорте эта высококачественная сталь используется для производства нагруженных узлов, такие как ШРУСы, ролики толкателей, плунжеры насосов высокого давления и опорные подшипники валов КПП.

Рис.1 Серийный подшипник № 8202 по ГОСТУ, производства 20 ГПЗ. Применяется в топливной системе дизельных ДВС тракторной техники, в червячных редукторах, шпиндельных узлах и др.
С помощью гравёрной фрезы делаем повреждения на дорожке качения нашего экспериментального подшипника (см. рис.3), т.е. осознанно повреждаем часть плоскости. Высверливаем, царапаем в значительной степени, для большей наглядности изъяны моделируются «с запасом», в несколько раз опасней тех, которые могут показаться на плоскости при настоящей эксплуатации.
Затем закладываем смазку (0,5 мл). Носителем противоизносных составов, на основе минералов природного происхождения, в данном эксперименте выступает смазка НТ, созданная для узлов с большим (до 80 %) износом. Начинаем «крутить» подшипник со смазкой на особой установке под большой нагрузкой (8000 Н и 1000 оборотов в минуту) не останавливая, что близко к режиму штатной эксплуатации.
В период данной работы происходит формирование металлокерамического защитного слоя на плоскости трения в виде металло-матричного нанокомпозита, причем в период приработки осуществляются процессы изоморфизма, в результате которых происходит глубокая диффузия замещенных структур в матрице основного металла в виде ассоциатов ортогонально поверхности трения.
Процесс формирования металлокерамического защитного слоя происходит быстро, через 15 мин. работы, пока ещё видны очертания повреждения, приостанавливаем работу установки. Посмотрим, что же произошло с поверхностью дорожки качения. Работу подшипника под перегрузкой гарантирует специальная установка, которая позволяет оценить уровень ремонтных, восстановительных и защитных параметров противоизносных составов, на основе минералов природного происхождения.

Рис. 3. Часть дорожки подшипника.
Начальная фабричная плоскость шершавая, с глубокими отпечатками от шлифовального прибора. По центру – точечный недостаток (кратер, каверна), объемом более 0,5 мм в поперечнике и глубиной до 0,7 мм, который мы специально сделали гравёрной фрезой для эксперимента.

Рис. 4. Тот же участок дорожки подшипника после 15 мин. работы под нагрузкой.
Плоскость зеркальная, гладкая. Отпечатки от фабричной шлифовки отсутствуют. Видно очертание кратера, хорошо заметно, какое количество за это время наросло металлокерамического слоя.
Даже невооруженным взглядом заметно, сделанное нами, повреждение значительно стало меньше, затянулось с краев. Фото с микроскопа (рис. 3 и 4) позволяют осмотреть составные части – небольшие отпечатки от фабричной шлифовки за это время скрылись, у края кратера возникли наплывы. Схематично действие противоизносных составов показано на рисунках 3и 4. Хорошо видно, что увеличение металлокерамического слоя происходит на краях кратера, со временем наполняя повреждение от краев к центру.
Мы подошли к основной части нашего эксперимента. Наращивание металлокерамического защитного слоя происходит в парах трибосопряжения различных узлов и агрегатов в режиме штатной эксплуатации. Он как бы возвышается над поверхностями трения, что дает возможность сгладить их микрорельеф. Позволяет вернуть исходную геометрию изношенных поверхностей трения, компенсируя собой износ. При этом происходит оптимизация зазоров, что называется «по факту сборки» и по фактическому износу. Оптимизация приводит к снижению вибраций, локальных перегревов, что является одним из факторов экономии энергоресурсов. Толщины слоев различны и зависят от степени разрушения сопряженных поверхностей трения.
Проанализируем, как появляется повреждение на настоящих элементах ДВС. Чтобы получить износ достаточно царапины, либо скола от жестких частиц (пыли, грязи, мелких опилок, стружки). На их месте появляется зона ненормальной поверхностной активности. Атомы металла тут имеют некомпенсированные взаимосвязи, и, при повышении перегрузки, их с легкостью «раскачать» и оторвать от матрицы. Металл начинает уходить в стружку. Повреждение увеличивается и происходит износ элементов. Что бы осознать значение данного процесса, достаточно понять – в 4 литрах отслужившего масла находится около 2 грамм металла. А капитальный ремонт делают при износе не более чем 60 граммов метала для ДВС объёмом 1800 см3.
На первый взгляд может показаться, что 60 грамм металла для 100-килограммового ДВС – просто капля в море. Но беда в том, что износ происходит в основных парах трения (кольцо – цилиндр, шейки вала – вкладыш и так далее), которые отвечают за работу и параметры ДВС. Результаты такого износа для ДВС прогнозируемы и пренеприятны: в таких случаях уменьшается мощность, уменьшается компрессия, это ведет к увеличению рас¬хода ГСМ, повышение содержания вредных соединений в выхлопных газах. Надо отметить, что, падение компрессии на 20-25 %, к примеру с 14 до 10 единиц, говорит о 100 % износе ДВС по тех. данным заводов-изготовителей. Плохим сигналом о нарушении работы ДВС служит разброс компрессии по цилин¬драм более 2 единиц для дизельных агрегатов и 1 единицы для бензиновых агрегатов, расход масла больший, нежели 0,4-0,6 % от расхода горючего (т. е. 0,8 литра на 1000 км при расходе горючего 10 литров на 100 км).
Данный эксперимент – наглядная иллюстрация к тому, как действуют в процессе восстановления противоизносные составы, на основе минералов природного происхождения.

Процесс восстановления виден уже через первые 15 минут, металлокерамический защитный слой формируется на поверхности дорожки подшипника и идёт заращивание дефекта (рис. 4 и 6).
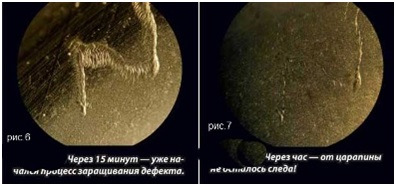
Через 1 час от царапины не осталось следа (рис. 7), дефект устранён.
При применении противоизносных составов, на основе минералов природного происхождения, значительную долю эффекта снижения трения и износа дают специфические механические характеристики этих материалов и строение их электронных оболочек.
Результаты применения противоизносных составов в качестве тонкослойных покрытий на деталях пар трения основных существующих в технике групп машин и механизмов, показали, что с применением данного метода механические системы выходят на качественно новый уровень, резко, в некоторых случаях в 20 – 30 раз, снижая величину механических потерь и интенсивность изнашивания узлов.
Некоторые типовые механизмы и машины после применения выглядят следующим образом:
— механический КПД автомобильного двигателя в целом увеличивается с 0,74-0,83 до 0,98-0,99; межремонтные периоды увеличиваются в 4-5 раз; потребление смазочных масел снижается минимум в 2-3 раза; двигатель получает возможность работать без подвода смазки, имея лишь тонкую плёнку масла на поверхности трущихся деталей;
— воздушные компрессоры получают механический кпд 0,98-0,99;
— турбокомпрессоры большой мощности (10 МВт) уменьшают свои механические потери с 10% до 1-2% и объём необходимых регламентных работ у них сокращается в 2,5 раза;
— зубчатые передачи снижают интенсивность изнашивания в 40-60 раз;
— трудоёмкость изготовления отдельных деталей снижается в 5 раз при улучшении их триботехнических характеристик;
— станочный парк снижает энергопотребление в среднем на 15%, появляется возможность восстановления изношенных узлов без вывода станков из эксплуатации.

Восстановление подшипников и подшипниковых узлов
Хотите увеличить ресурс подшипника? Мы знаем, что делать!
Подшипник не зря называют «сердцем машины». Качественный подшипник играет основную роль в работе каждого механизма, где он установлен. Расчетный срок службы подшипников определяется количеством часов, в течение которых наступает «усталость металла», количеством оборотов подшипника, наличием и количеством смазки, и, как правило, в два-три раза превышает ресурс самих механизмов, в которых они установлены.
Точно определить расчетный срок службы подшипника можно из уравнения расчета ресурса SKF в соответствии со стандартом ISO 281:1990/Amd 2:2000:
если частота вращения постоянна, ресурс может быть рассчитан в рабочих часах по формуле:
- Lnm — ресурс SKF (надежность 100%), миллионы оборотов;
- Lnmh — ресурс SKF (надежность 100%), рабочие часы;
- L10 — номинальный ресурс (надежность 90%), миллионы оборотов;
- a1 — поправочный коэффициент надежности;
- aSKF — поправочный коэффициент ресурса SKF;
- C — динамическая грузоподъемность, кН;
- P — эквивалентная динамическая нагрузка, кН;
- n — частота вращения, об/мин;
- p — показатель степени уравнения ресурса;
- 3 — для шарикоподшипников;
- 10/3 — для роликоподшипников.
Но иногда, по ряду причин, подшипники выходят из строя раньше времени. Это происходит вследствие множества причин. Например, не предполагаемо высокая нагрузка, недостаточное смазывание или неподходящий смазочный материал, неправильный монтаж подшипника, недостаточная эффективность уплотнений, посадка подшипника с чрезмерным натягом и, соответственно, недостаточный внутренний зазор или чрезмерный внутренний натяг подшипника. Каждая такая ситуация порождает специфическое повреждение подшипника, которое находит отражение в характерной картине повреждения. Следовательно, в большинстве случаев становится возможным, при исследовании повреждённого подшипника, установить причину повреждения и принять соответствующие меры, для того чтобы избежать повторного повреждения подшипника после возобновления работы машины.
После выяснения причины внепланового останова оборудования встает вопрос о замене подшипника. Здесь есть два пути: приобретение нового, и восстановление старого. Производство крупногабаритных подшипников сейчас составляет более 12 месяцев у различных подшипниковых производителей. Сроки по восстановлению занимают от 30 до 45 дней. Кроме того, экономия средств при восстановлении составляет более 20% от стоимости нового подшипника.
Восстановление — это доведение эксплуатационного ресурса подшипника до расчетно-максимального при конкретных условиях эксплуатации. В рамках этого процесса могут быть изменены некоторые технические характеристики, например: радиальный зазор, а также возможно использование новых деталей подшипника.
Подробный анализ неисправностей с использованием компьютерных технологий дает необходимые данные для усовершенствования как самого подшипника, так и узла вращения в целом.
Выбор технологии восстановления зависит от степени повреждений, условий применения и эксплуатационного опыта заказчика. Профессиональное восстановление уменьшает риск внеплановых простоев оборудования.
В качестве примера расскажем о вышедшем из строя 3х кольцевом подшипнике БДМ на одном из крупнейших ЛПК.


Была проведена экспертиза вышедшего из строя подшипника. Инспекция включает в себя полную разборку подшипника, визуальную инспекцию, измерение геометрических параметров и твердости деталей, описание дефектов и причин их возникновения.
Внешний вид поработавшего некоторое время подшипника может многое сказать о том, насколько точно изготовлены детали устройства, и какой ресурс ждет изделие в будущем. У вращающегося под нагрузкой подшипника поверхности соприкосновения дорожек и тел качения, как правило, выглядят немного матовыми. Это не признак износа в обычном смысле, такое явление не оказывает влияния на долговечность подшипника. Матовые участки поверхности дорожек качения внутренних и наружных колец являются следами качения, которые выглядят по-разному в зависимости от условий вращения и нагружения. Исследование следов качения на разобранном подшипнике даёт возможность делать выводы о том, при каких условиях он был установлен и работал. Зная различия между нормальными и фактическими следами качения, можно определить, работал ли подшипник в нормальных или в необычных условиях.
Подшипники подлежат ремонту, если глубина разрушения или усталостного слоя не превышает поле допуска (40 мкм), и нет ярко выраженных механических повреждений, в противном случае составляется акт о дефектах и подшипники выбраковываются. Выбракованные подшипники, с актом о дефектах, возвращаются заказчику, либо при достижении договорённости, сдаются на утилизацию, а полученные денежные средства возвращаются заказчику.
При экспертизе 3х кольцевого подшипника, который мы рассматриваем в качестве примера, были обнаружены следующие дефекты:
Фреттинг-коррозия на посадочных поверхностях внутреннего (цилиндрического) и наружного (сферического) колец.
Когда тонкий слой окислов на поверхности детали подшипника повреждён, процесс окисления распространяется вглубь материала. Такой процесс, например, происходит при относительном движении в местах сопряжения (посадках) колец подшипников с валами и корпусами и обусловлен посадками с зазором. Описанное явление именуют контактной (феттинг) коррозией. В развитой стадии разрушения могут местами проникнуть глубоко в материал подшипника. Благодаря относительному движению, маленькие частицы материала отделяются от поверхности. На воздухе эти частицы быстро окисляются, образуя слой контактной ржавчины. Контактная коррозия приводит к тому, что кольца подшипников неравномерно прилегают к посадочным поверхностям. Это неблагоприятно воздействует на распределение нагрузки в подшипнике. Кроме того, окисленные частицы действуют как абразив.


Химическая коррозия на торцах наружного сферического и среднего цилиндрического колец.
На светлой стальной поверхности, доступной воздуху, образуется тонкий защитный слой окислов. Однако, этот слой не является непроницаемым; как только вода или агрессивные среды контактируют со стальной поверхностью, возникают химические реакции и образуются коррозионные язвины (ржавчина). Глубокая или «щелевая» коррозия представляет большую опасность для подшипников, т.к. при этом развиваются раковины и трещины. Кислоты воздействуют на сталь более интенсивно, чем растворы едкой щелочи. Соли образуют в соединении с водой электролиты, обуславливающие гальваническую коррозию, называемую также водяным травлением. Соляные растворы и морская вода, поэтому, особенно опасны.


Следы усталостного износа и первичных усталостных раковин на образующей сферических роликов.
Усталостные раковины являются следствием нормального усталостного повреждения, которое возникает в конце обычной долговечности подшипника. Это, однако, не является наиболее частой причиной выхода подшипника из строя. Возникновение раковин в подшипниках в большинстве случаев может иметь причины, отличные от процесса усталостного разрушения материала. Если раковины обнаружены на ранней стадии, когда их размеры не слишком большие, то часто становится возможным определение причины повреждения, что позволяет разработать соответствующие предупреждающие мероприятия и тем самым предотвратить повторные повреждения. Полезным исходным пунктом является анализ следов качения. Если раковины достигли определенной стадии развития, то наличие повреждения обнаруживают по шуму и вибрациям. Это сигнал к замене подшипника. Причинами преждевременного возникновения раковин могут быть превышение допустимой нагрузки, чрезмерный внутренний предварительный натяг вследствие слишком тугой посадки кольца подшипника на вал или в отверстие корпуса; чрезмерный натяг внутреннего кольца подшипника на коническую шейку вала, деформации, обусловленные некруглостью посадочных мест под подшипник, дополнительные осевые нагрузки (например, возникающие в результате температурных деформаций). Раковины, кроме того, могут возникать вследствие иных повреждений, таких как вмятины, коррозия, следы прохождения тока или задиры.

Нарушение допусков на монтажные размеры, отклонения от формы.
Вследствие чрезмерного предварительного натяга, чрезмерного осевого натяга, перекоса, вмятин, задиров, неправильного монтажа, слишком сильной напрессовки могут образовываться раковины и трещины на поверхностях качения подшипника.

После инспекции состояния подшипников были сделаны выводы о причинах возникновения дефектов, и даны рекомендации по эксплуатации подшипника.
| Дефект | Причина | Действия |
| Фреттинг-коррозия | Неплотное прилегание сопрягаемых с подшипником поверхностей вала и корпуса (искажение геометрической формы), попадание влаги. | Применять антифреттинговую пасту, смазывая посадочные поверхности при монтаже. |
| Химическая коррозия | Попадание в полость подшипника влаги и/или химически агрессивных веществ. | Применять смазку с антикоррозионными присадками, дополнительно уплотнить подшипниковый узел. |
| Усталостный износ и усталостные раковины | Перегруз, недостаточный слой смазки в зоне контакта, отсутствие гидродинамического эффекта смазывания. |
Следующий этап — восстановление подшипника. Выбор технологии восстановления зависит от степени повреждения, условий применения и эксплуатационного опыта заказчика. Восстановления проводится в соответствии с особенностями каждого конкретного случая и является весьма экономичным решением.
Рассмотрим поэтапно технологию восстановления подшипника, принятую в Индустриальном Сервисном Центре SKF.
Разборка подшипника, удаление старой смазки.

Промывка деталей в специальной моечной машине.

Тщательная инспекция всех деталей подшипника.

Дефектация и отбраковка подшипников, непригодных для ремонта.

Контроль твёрдости с помощью электронного твердомера, контроль размеров.

Виброголтовка роликов керамическими чипсами.
Галтовка — процесс очистки поверхности небольших заготовок и деталей от заусенцев, окалины, формовочной земли, следов коррозии и др. Служит также для улучшения качества поверхности изделий. Галтовка осуществляется в барабанах. При виброгалтовке рабочим камерам сообщают колебания в нескольких направлениях с частотой от 15 до 50 Гц, что обеспечивает сложное перемещение деталей и абразивных частиц. Виброгалтовка позволяет обрабатывать крупные детали (в закрепленном виде).

Контроль роликов после виброгалтовки.

Пескоструйная обработка сепараторов.
Пескоструйная (абразивно-струйная) обработка поверхностей конструкций и сооружений — это высококачественная очистка любых поверхностей от коррозии, старых лакокрасочных покрытий. Пескоструйная обработка является одним из самых важных (и самым трудоемким) этапом подготовки поверхностей перед нанесением различных антикоррозийных и защитных покрытий. Срок службы покрытий, нанесенных по поверхности, подвергшихся абразивно-струйной обработке многократно увеличивается.

Полирование — механическая обработка материалов с помощью мелких абразивов. Является отделочной операцией обработки металлических и неметаллических поверхностей. Суть полирования — снятие тончайших слоев обрабатываемого материала механическим, химическим или электролитическим методом и придание поверхности малой шероховатости и зеркального блеска.

Чистовая промывка всех деталей.

Ревизия всех деталей перед сборкой.

Сборка и контроль радиального зазора.

Нанесение новой маркировки с помощью пневмогравера.



После восстановительных работ даются рекомендации по комплектации и дальнейшей эксплуатации подшипникового узла, предоставляется полный отчет об обнаруженных дефектах и выполненных работах.
Анализ повреждений, отражаемый в отчете о состоянии подшипника, является очень ценным инструментом для оптимизации технического обслуживания машины, вне зависимости от того, подлежит подшипник восстановлению, или нет.
Кроме подшипников восстановлению и модернизации подлежат подшипниковые узлы.



Компания «Практическая Механика» совместно с Индустриальным сервисным центром SKF имеет возможность предложить весь спектр услуг по восстановлению подшипников и подшипниковых узлов:
- восстановление шпиндельных узлов металлорежущих станков;
- восстановление крупногабаритных подшипников для металлургической промышленности;
- модернизация корпусов опор сушильных цилиндров бумагоделательных машин под подшипники CARB;
- восстановление роликоподшипников машин непрерывного литья заготовок;
- восстановление роликоподшипников для целлюлозно-бумажной промышленности.
Восстановление подшипника — правильное решение при проведении программы по оптимизации и управлению производственными активами предприятия.
Гарантия качества:
Восстановленные в Индустриальном Сервисном Центре SKF подшипники имеют те же гарантии, что и новые.
Мировой опыт говорит в пользу восстановления подшипников: на западных предприятиях на работающем оборудовании установлено до 30% восстановленных подшипников.
Владислав Сальников,
Генеральный директор ООО «Практическая Механика»
Другие услуги по восстановлению подшипников и подшипниковых узлов:
- Как восстановить подшипник
- Какая функция у подшипников
- Как заменить подшипник
- — стальная подставка или слесарные тиски;
- — стальной прут (боек);
- — опорная втулка;
- — молоток;
- — стальной шарик.
Чтобы добиться более высокой точности при выполнении восстановления подшипника, применяйте более точное специальное оборудования.
В некоторых случаях для восстановления нормальной работы подшипника достаточно хорошо смазать рабочую (внутреннюю) поверхность детали.
