



Контактное имя: Вася
Рабочий станок! Требует смазки и покраски!
Станок фуговальный ССФ6-1 предназначен для прямолинейного одностороннего строгания изделий из различных пород древесины по плоскости и под углом.
Конструкция станка, благодаря моноблочному шпиндельному узлу и чугунным литым станине и столам, позволила значительно снизить уровень вибрации и повысить чистоту обработки. Благодаря этому станок позволяет получить геометрически точную базовую плоскость для последующей обработки на рейсмусовом или четырёхстороннем строгальном станках.
чугунная литая станина;
чугунные литые столы обработанные с высокой точностью на специальном оборудовании;
ножевой вал установлен в жестком литом суппорте;
торможение ножевого вала в течении 6 сек.;
простой и хорошо обозреваемый пульт управления;
десятилетиями отработанные конструктивные решения, технологические процессы изготовления станков, использование при изготовлении ответственных деталей специальных высокоточных станков позволяют получать стабильные высокие параметры станков по точности, низкому уровню вибраций и шума, долговечности.



Контактное имя: Вася
Рабочий станок! Требует смазки и покраски!
Станок фуговальный ССФ6-1 предназначен для прямолинейного одностороннего строгания изделий из различных пород древесины по плоскости и под углом.
Конструкция станка, благодаря моноблочному шпиндельному узлу и чугунным литым станине и столам, позволила значительно снизить уровень вибрации и повысить чистоту обработки. Благодаря этому станок позволяет получить геометрически точную базовую плоскость для последующей обработки на рейсмусовом или четырёхстороннем строгальном станках.
чугунная литая станина;
чугунные литые столы обработанные с высокой точностью на специальном оборудовании;
ножевой вал установлен в жестком литом суппорте;
торможение ножевого вала в течении 6 сек.;
простой и хорошо обозреваемый пульт управления;
десятилетиями отработанные конструктивные решения, технологические процессы изготовления станков, использование при изготовлении ответственных деталей специальных высокоточных станков позволяют получать стабильные высокие параметры станков по точности, низкому уровню вибраций и шума, долговечности.
Данная группа станков широко распространена на деревообрабатывающих предприятиях различного размера и производственных условий, поскольку возможности данного вида оборудования не ограничиваются одной или двумя однотипными операциями.
Основные операции, которые выполняются на комбинированных станках:
- пиление — продольное, поперечное и под углом;
- фугование базовой пласти и кромки заготовки (фугование «в угол»);
- рейсмусование (строгание) в размер по толщине и ширине;
- продольное фрезерование профиля кромок (пластей);
- криволинейное фрезерование кромок по копиру (шаблону);
- зарезание шипов, проушин и чистовая торцовка в размер по длине;
- сверление отверстий и выборка пазов.
Кроме вышеперечисленных основных операций на некоторых моделях комбинированных станков можно также производить шлифование поверхностей, в том числе торцов деталей, и заточку дереворежущего инструмента.
О потребителях комбинированных станков
Как показывает мировая практика, основными потребителями данных станков являются малые и индивидуальные предприятия по изготовлению: мебели, преимущественно из массивной древесины; столярно-строительных изделий, в том числе оконных и дверных блоков, например из дуба, а также деталей для деревянного домостроения.
Что же касается российских условий, то на сегодняшний день картина выглядит следующим образом. В бывшем СССР комбинированные станки выпускались следующих моделей:
- КС-1А — Кропоткинский ЗДС (Минстанкопром СССР);
- К40М — Городокский станкозавод;
- КСМ-1А — Единецкий ЗДС;
- СКН-1М — Днепропетровский станкозавод.
В результате преобразования в СНГ три из четырех указанных заводов оказались за пределами России, т. е. РФ практически лишилась заводов-изготовителей данных станков, что и явилось значительным препятствием при создании малых и индивидуальных деревообрабатывающих предприятий, особенно в глубинных лесоизбыточных районах нашей страны.
Конечно, потребительская ниша по данным станкам к настоящему времени частично закрыта за счет поставок импортных моделей, а также освоения их рядом российских станкозаводов, но при этом цены значительно возросли, что затруднило создание мини-цехов (мастерских) в тех же периферийных лесхозах и леспромхозах.
Комбинированные станки для индивидуального пользования
Ярким представителем среди станков данной группы является модель СКН-1 (рис. 1), освоенная Тюменским станкозаводом. На этом станке выполняются такие технологические операции, как: пиление, фугование, рейсмусование, фрезерование пазов и сверление отверстий.

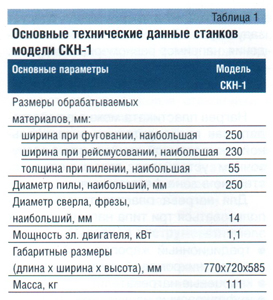
Основные характеристики СКН-1 приведены в таблице 1.
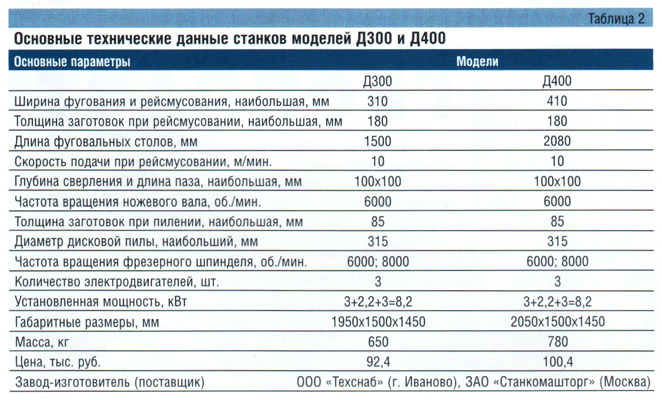
Перечисленные выше технологические операции можно также выполнить на комбинированных станках моделей Д 300 и Д 400 (рис. 2), которые обеспечивают более высокую производительность, и поэтому их эксплуатация целесообразна на малых предприятиях.

Основные технические данные Д 300 и Д 400 приведены в таблице 2.
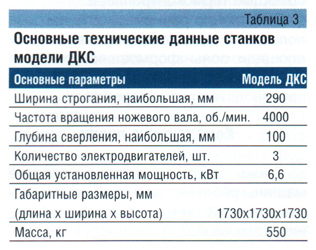
На малых предприятиях, особенно расположенных в регионе Кировской и смежных с ней областей, также целесообразно использовать комбинированный станок модели ДКС (рис. 3), выпуск которого освоен предприятием «Молот» (г. Вятские Поляны).
Для информации читателей о комбинированных станках в качестве примера приведено краткое описание станка ДКС.
На станине 1 установлены передний 10 и задний 3 базовые фуговальные столы, а также линейка 8, необходимая при фуговании «в угол». Вертикальное перемещение рейсмусового стола 5 осуществляется при помощи маховика 2 на требуемый размер толщины обрабатываемой детали. Вертикальное перемещение фрезерного шпинделя при настройке на размер фрезеруемого профиля осуществляется маховиком 4, а базирование при продольном фрезеровании — линейкой 6. Безопасность работы фрез обеспечивается ограждением 7. Настройка по высоте стола 12 сверлильного узла производится станочником с помощью маховика 13, а перемещение стола с закрепленной 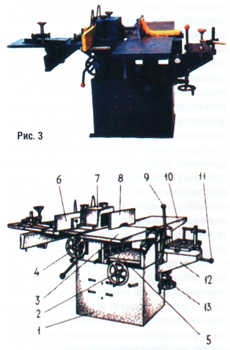 на нем деталью в процессе выборки паза — рукоятками 9 и 11.
на нем деталью в процессе выборки паза — рукоятками 9 и 11.
К основным операциям, выполняемым на данном станке, также относится пиление продольное, поперечное и под углом.
Основные технические параметры ДКС приведены в таблице 3.
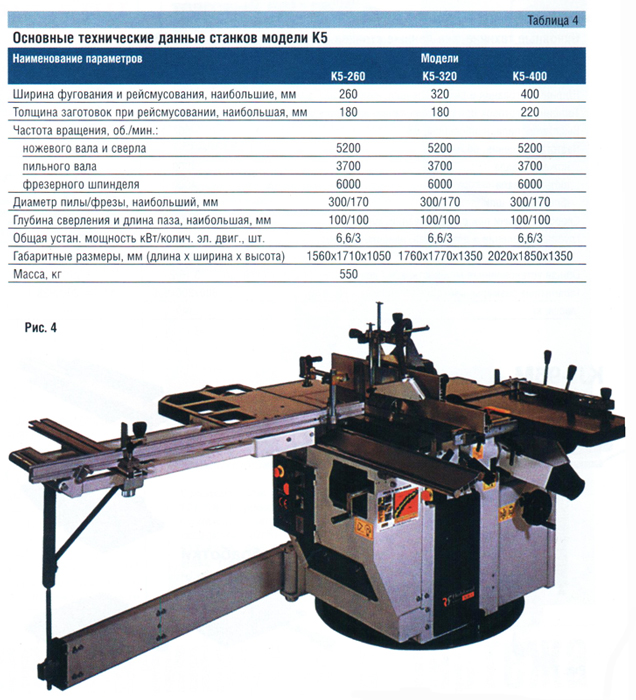
Комбинированные станки производства Болгарии моделей К5-260, К5-320 и К5-400 обеспечивают выполнение следующих операций: пиление, фугование, рейсмусование, фрезерование и сверление.
Основные технические данные станков модели К5 приведены в таблице 4.
Заслуживают внимания комбинированные станки моделей (L)X-310 и Х-260 (рис. 4) фирмы Robland (Бельгия) благодаря оригинальному решению ряда узлов. Так, например, ограждение пилы поднимается, опускается и наклоняется вместе с ней, при этом пила и ограждение убираются в стол без применения инструментов в считанные секунды. В зависимости от размеров обрабатываемых деталей (щитов) станки по желанию потребителей комплектуются так называемыми малой или удлиненной каретками, а также системой удлиненных направляющих. Применение последних позволяет увеличить длину пропила с 960 до 1290 мм.
Максимальная толщина простроганных деталей при рейсмусовании — до 230 мм. Наибольший диаметр применяемых фрез — 180 мм, что обеспечивает фрезерование шипов (проушин) длиной до 70 мм.
На указанных станках можно выполнять операции по пилению (высота пропила — до 85 или 100 мм), фугованию, рейсмусованию, сверлению и пазованию.
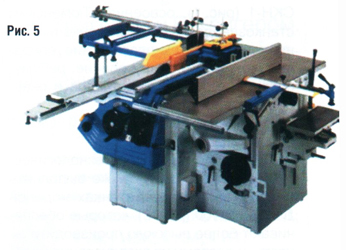
На станке модели М-410 (рис. 5) фирмы «Мака» (Германия) кроме вышеназванных операций можно проводить еще токарную обработку деталей и шлифование.
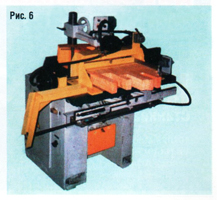
Специализированным комбинированным станком является модель СФШО-1.2 (рис.6), изготавливаемый ООО «Технология развития» (г. Муром), на котором можно выполнять следующие операции:
- зарезание шипов в деталях окон и дверей;
- фрезерование зубчатых шипов (для последующего сращивания деталей по длине);
- фрезерование кромок деталей длиной до 500 мм.
Основные характеристики станка СФШО-1.2 приведены в таблице 5.
Отличительной особенностью этого станка является использование пневмопривода для перемещения каретки.
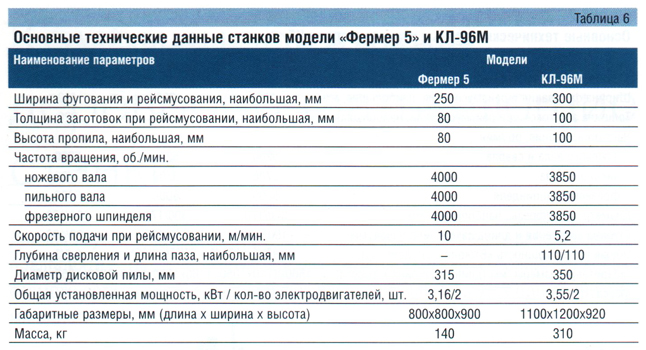
Основные технические данные еще двух моделей комбинированных станков приведены в таблице 6.

Владилен Виноградский, Петр Ланда
Журнал «Оборудование: рынок, предложение, цены», № 05 май 2005 г.
Модели для дома, мастерской или производства – больше 50 вариантов
Подберите профессиональный либо бытовой универсальный деревообрабатывающий станок в нашем каталоге – предлагаем продукцию КОРВЕТ, КРАТОН, JET, Могилев, МУРАВЕЙ и других известных производителей. В наличии оборудование с мощностью двигателя до 3 000 Вт с функциями строгания, рейсмусования, фрезерования, пиления, сверления, пазования, снятия фаски и заточки инструмента.
Что учесть при выборе универсального деревообрабатывающего станка:


Важные параметры, на которые стоит обратить внимание:
- частота оборотов режущего вала влияет на уровень качества и скорость обработки,
- диаметр пильного диска – на глубину пропила,
- вес и габариты станка – на то, сколько места понадобится для оборудования.
Бесплатная консультация – позвоните по тел. 8-800-707-99-16, поможем подобрать универсальный деревообрабатывающий станок для дома, мастерской или производства.
Купите универсальные деревообрабатывающий станок по цене производителя: сотрудничаем напрямую с заводами




Доставка по России и странам СНГ
Получите заказ максимально быстро – порекомендуем компанию для скорейшей доставки в ваш город
Оснастка и расходники
Приобретите диски и другую оснастку – предлагаем все необходимое для деревообрабатывающих универсальных станков
Гарантия от 12 месяцев
Будьте уверены в качестве – даем официальную гарантию на продаваемое оборудование
Скидка до 10 % за регистрацию
Сэкономьте на покупке – сделаем скидку до 10% после того, как заведете личный кабинет в нашем интернет-магазине
Купите универсальный деревообрабатывающий станок из каталога – доставка по всей России и странам СНГ
Универсальные деревообрабатывающие станки – это многофункциональные комбинированные устройства, позволяющие выполнять множество операций с заготовками. В разных модификациях станков можно встретить такие функции как строгание, рейсмусование, фрезерование, пиление, сверление, пазование, снятие фаски, заточка инструмента.
Станки можно разделить на настольные и отдельно стоящие. Настольные станки, как правило, относятся к бытовой серии и могут выполнять 2-5 операций. В большинстве случаев станок имеет один мотор мощностью 800-3000 Вт. Основные области применения таких станков – подсобное хозяйство, частные мастерские, небольшое производство.
Основными функциями универсальных многофункциональных станков бытовой серии являются строгание и распиловка. Некоторые модели имеют встроенный рейсмус. Часто в таких моделях можно встретить верхнее прижимное устройство, имитирующее работу рейсмуса.
Отдельно стоящие станки – в основном оборудование профессионального и промышленного класса. Это массивные станки с широкой функциональной базой. Такие станки способны полноценно заменить узкоспециализированное оборудование. Некоторые модели имеют встроенный рейсмус, который проходит через корпус. Отдельно стоящие станки оборудованы всеми необходимыми средствами безопасности и всевозможными приспособлениями: параллельным упором, зажимными струбцинами. За редким исключением оборудование данного типа имеет возможность подключения стружкоотсосов или строительных пылесосов для удаления пыли из рабочей зоны. Основная сфера применения – производство, в том числе мебельное. Средняя мощность составляет 2500-5000 Вт. Обычно станки имеют один, иногда два и три двигателя. Станки в зависимости от модели могут иметь функции сверления, фрезерования, рейсмусования, пиления. Спектр выполняемых работ довольно широк – от поперечного пиления под углом до выборки четверти.
Часто в универсальных станках можно встретить следующие функции: поддержка постоянных оборотов под нагрузкой, защита от перегрева (термовыключатель), плавный пуск, защита от скачков напряжения, магнитный пускатель, кнопка аварийной остановки, система отвода стружки, антивибрационная система, автоподача заготовки.
В стационарных станках, как правило, используется чугунная литая станина.
| Курганский завод деревообрабатывающих станков | |
|---|---|
 |
|
| Тип | Открытое акционерное общество |
| Год основания | 1941 |
| Год закрытия | 2006 |
| Прежние названия | Завод № 709 |
| Расположение |  СССР → СССР →  Россия : Курган, ул. Куйбышева, 36 Россия : Курган, ул. Куйбышева, 36 |
| Отрасль | Станкостроение |
| Продукция | Деревообрабатывающий станок |
| Сайт | kzds.info |
Курганский завод деревообрабатывающих станков (КЗДС) — производитель деревообрабатывающих станков. Был расположен в г. Кургане. Существовал в 1941—2006 годах.
Содержание
История [ править | править код ]
6 августа 1941 года в Курган прибыл эвакуированный из г. Черкассы Киевской области Черкасский завод общего машиностроения им. Г. И. Петровского. Ему были отведены производственные помещения строящейся на территории бывшего Богородице-Рождественского собора фабрики музыкальных инструментов. Здесь разместились два механических цеха, цех сборки, покраски, лакировки и силовая установка. Литейный цех размещён в литейке бывшего завода С. А. Балакшина по ул. Пушкина. Завод выпускал боеприпасы (миномётные мины 50 мм, более 6000 шт. в сутки) для Рабоче-крестьянской Красной Армии.
Приказом Наркомата общего машиностроения СССР от 6 октября 1941 года переименован в Курганский завод продовольственного машиностроения.
Распоряжением Наркомата миномётного машиностроения СССР от 16 июля 1943 г. переименован в завод N 709. За самоотверженный труд коллектив завода неоднократно удостаивался призовых мест в соревновании и награждался Красным Знаменем Государственного комитета обороны СССР, наркомата миномётного вооружения СССР, горкома ВКП(б) и горисполкома.
После окончания войны завод переходит на выпуск мирной продукции — деревообрабатывающих станков.
Постановлением Совета Министров СССР от 13 мая 1946 года переименован в Курганский завод деревообрабатывающих станков с подчинением Министерству машиностроения и приборостроения СССР, с 1951 года — Министерству станкостроения СССР, с 1953 года — Министерству машиностроения СССР, с 1954 года -Министерству станкостроительной и инструментальной промышленности СССР, с 1957 года — Управлению металлообрабатывающей промышленности Курганского совнархоза, с 1963 года — Управлению машиностроения Южно-Уральского совнархоза.
Первая партия фуговальных станков была изготовлена в 1947 году. С 1960 года завод стал единственным в СССР производителем таких станков.
Объём производства станков рос из года в год, если в 1945 году выпущено 286 станков (в том числе 279 циркулярных и ленточных пил), то в 1976 — 6000 шт. Экспорт продукции вырос с 34 шт. в 1961 году до 287 шт. в 1977 году. Всего завод выпустил более 150000 станков, в том числе 4403 станка на экспорт в 23 страны (в том числе Норвегия, Польша, Египет, Австралия, Нидерланды, Франция, Финляндия, Куба, Ирак, Чехословакия, Судан, Вьетнам).
В 1966 году завод перешел в ведение Главного управления по производству деревообрабатывающего оборудования Министерства станкостроительной и инструментальной промышленности СССР, с 1976 года — Всесоюзного производственного объединения «Союздревстанкопром», с 1986 года — ВПО «Главдревстанкопром», с 1989 года — НПО «Древмаш» [1] .
С 1966 года завод выпускал товары народного потребления: ледоруб шнековый, кукольные кроватки, замки висячие, кронштейны «Берёзка», рыбокоптилка и др. Производственные площади завода 7360 м², территория всего завода 1,8 га.
Потребность в СССР и странах СЭВ станков по профилю ЗДС составляла 25—30 тыс. шт. в год, поэтому в 1980 году начато строительство второй очереди завода на новой площадке в районе Карчевской рощи с производственной площадью 71200 м².
С 1985 г. завод дополнительно специализируется на выпуске шпиндельных узлов к четырехсторонним станкам и выпуске автоподатчиков к деревообрабатывающим станкам любых модификаций.
В 1988 году при заводе открыт региональный центр по металлопокрытию зубных протезов.
В 1989 году в районе Карчевской рощи введён сварочно-заготовительный корпус (1-я очередь строительства), в который переведено производство автоподатчиков, ледорубов шнековых, манипуляторов.
В соответствии с Указом Президента Российской Федерации от 1 июля 1992 г. N 721 «Об организационных мерах по преобразованию государственных предприятий, добровольных объединений государственных предприятий в акционерные общества» в 1993 году на базе Курганского завода деревообрабатывающих станков учреждено Акционерное общество открытого типа «Курганский завод деревообрабатывающих станков». На основании решения собрания акционеров от 20 мая 1996 года переименовано в ОАО «Курганский завод деревообрабатывающих станков».
В конце 1993 года производство на второй площадке полностью остановлено. Начиная с 1993 года завод разработал и выпустил 16 моделей деревообрабатывающих станков для столярного и мебельного производства (станки фрезерные, круглопильные, строгально-пильные, фуговальные, четырехсторонние, сверлильно-пазовальные, комбинированные, рейсмусы) [2] .
В соответствии с решением Арбитражного суда Курганской области от 31 марта 2004 г. ОАО «Курганский завод деревообрабатывающих станков» признано несостоятельным (банкротом).
6 мая 2004 года создано ООО «КЗДС» (ИНН 4501108387), с 9 июня 2005 находится в стадии ликвидации, руководитель ликвидационной комиссии Чурин Сергей Валерьевич.
11 января 2006 года внесена запись о прекращении деятельности ОАО «Курганский завод деревообрабатывающих станков» (ИНН 4501016591) в связи с его ликвидацией на основании определения Арбитражного суда Курганской области о завершении конкурсного производства.
После ликвидации завода в его помещениях расположен супермаркет строительных материалов Торговый центр «Зауральский ДомоСтрой», использующий аббревиатуру ЗДС.
Трудовой коллектив [ править | править код ]
- 1941 год — 608 чел.
- 1943 год — 1109 чел [3] .
- 1944 год — 1108 чел.
- 1945 год — 969 чел.
- 1960 год — 406 чел.
- 1970 год — 488 чел.
- 1980 год — 605 чел.
- 1985 год — 676 чел.
- 1990 год — 703 чел.
- 1995 год — 296 чел.
- 1998 год — 280 чел.
- 1999 год — 330 чел.
Награды коллектива [ править | править код ]
- Орден Трудового Красного Знамени — 3 чел. (в т.ч. Шилов Николай Павлович, Пермитин Владимир Иванович)
- Орден «Знак Почёта» — 3 чел.
- Орден Трудовой Славы III степени — 2 чел.
Руководители [ править | править код ]
- 1941—1942 — Якубов С. С.
- 1942—1944 — Кочубеевский
- 1945—1947 — Ильин
- 1947—1948 — Балков П. Н.
- 1948—1951 — Дураченко Иван Степанович
- 1951—1956 — Соколовский Г. С.
- 1956—1962 — Гриднев В. С.
- 1962 — Силин В. Е.
- 1962—1968 — Клинский В. П.
- 1968—1970 — Назымко Н. Я.
- 1970—1975 — Боровиков Иван Петрович
- 1975—1987 — Котляров Константин Егорович
- 1987—2003 — Кириллов Михаил Николаевич
- 18 марта 2003 — 11 января 2006 — и. о. Косолапов Игорь Николаевич
Литература [ править | править код ]
Бубнов В.А. Развитие машиностроения в Зауралье. — Курган: Зауралье, 2000. — С. 132—138. — 480 с. — 6000 экз. — ISBN 5-87247-184-x.
