
Лабораторная работа № 7
Изучение конструктивных особенностей сверлильных станков.
Назначение и область применения сверлильных станков.
Сверлильные станки предназначены: для получения сквозных и глухих отверстий в сплошном материале, для чистовой обработки (зенкерования, развертывания) отверстий, образованных в заготовке каким-либо другим способом, для нарезания внутренних резьб, для зенкования торцовых поверхностей.
Применяя специальные инструменты и приспособления, на сверлильных станках можно растачивать отверстия, вырезать отверстия большого диаметра в листовом материале («трепанирование»), притирать точные отверстия и т. д.
Сверлильные станки используют в механических, сборочных, ремонтных и инструментальных цехах машиностроительных заводов, а также в ремонтных мастерских, обслуживающих транспорт, стройки, сельское хозяйство.
На сверлильных станках обработка отверстий производится сверлами, зенкерами, развертками, зенковками и другими инструментами, нарезание резьбы — метчиками.
Существуют следующие типы универсальных сверлильных станков: 1) настольно-сверлильные станки (одношпиндельные); 2) вертикально-сверлильные одношпиндельные станки; 3) радиально-сверлильные станки; 4) многошпиндельные сверлильные станки; 5) станки для глубокого сверления.
Наиболее распространенными в общем машиностроении являются вертикально- и радиально-сверлильные станки.
Основные размеры сверлильных станков — наибольший диаметр сверления в стали средней тердости, номер конуса шпинделя, вылет шпинделя, наименьшие и наибольшие расстояния от торца шпинделя до стола и до фундаментной плиты.
Вертикально-сверлильные станки.
Краткие технические характеристики отечественных сверлильных станков приведены в табл. 4, 1.
В вертикально-сверлильных станках главным движением v является вращение шпинделя с закрепленным в нем инструментом, а движением подачи sx — вертикальное перемещение шпинделя (Рис.4.1.).
Обрабатываемую заготовку устанавливают на столе или непосредственно на фундаментной плите, причем соосность отверстия заготовки и шпинделя достигается перемещением заготовки.
| Таблица 4.1. Технические характеристики отечественных сверлильных станков. | |||||
| Характеристика | Модели станков | ||||
| 2А125 | 2А135 | 2А150 | |||
| Наибольший условный диаметр сверления | |||||
| Частоты вращения шпинделя в об/мин | 310— 2975 | 97—1360 | 68—1100 | 32—1400 | 22—1018 |
| Мощность электродвигателя в кВт | 1,0 | 2,8 | 4,5 | 7,0 | 10,0 |
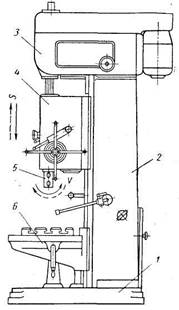
Рис.4.1. Вертикально-сверлильный станок.
Основными узлами вертикально-сверлильного станка являются станина 2, фундаментная плита 1, привод главного движения 3, шпиндель 5, коробка подач и механизм подачи 4, стол 6.
На станине, которая представляет собой полую отливку коробчатой формы, размещены основные узлы станка. Станина имеет вертикальные направляющие, на которых устанавливается кронштейн, несущий шпиндель. В полости станины размещаются электроаппаратура управления и противовес шпинделя.
Фундаментная плита служит опорой станка. В средних и тяжелых станках ее верхняя плоскость используется для установки заготовок крупных размеров. Внутренние полости фундаментной плиты служат резервуарами для смазочно-охлаждающей жидкости.
Коробка скоростей сверлильных станков содержит в большинстве случаев зубчатые передачи, переключениями которых получают различные скорости шпинделя. Шпиндель современных вертикально-сверлильных станков имеет 6—12 ступеней скорости, обеспечиваемых сочетанием привода главного движения с одно- или двухскоростным электродвигателем. Некоторые модели вертикально-сверлильных станков имеют вместо привода главного движения бесступенчатый вариатор. На Рис.4.2. показан привод главного движения вертикально-сверлильного станка.
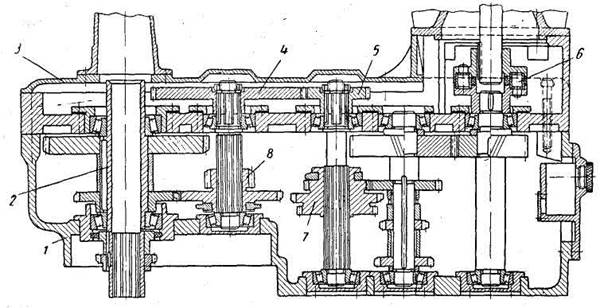
Рис.4.2. Конструкция привода главного движения вертикально-сверлильного станка.
 |
Корпус привода прикреплен к верхнему торцу станины. На крышке 3
корпуса установлен электродвигатель, соединенный с первым валом коробки муфтой 6. С помощью двух передвижных блоков 7 и 8 гильзе 2 сообщается шесть (при односкоростном двигателе) различных скоростей. Гильза имеет внутренние шлицы, посредством которых вращение передается шпинделю. Сменные шестерни 4—5 позволяют получить более высокий ряд скоростей шпинделя, например, при переходе на обработку заготовок из цветных металлов.
Шпиндель Рис.4.3. своей зубчатой (шлицевой) частью входит в гильзу коробки скоростей и, вращаясь вместе с ней, имеет в то же время возможность перемещаться в ней в осевом направлении. В переднем конце шпинделя крепят режущий инструмент либо непосредственно в коническом отверстии, либо посредством переходных втулок или других приспособлений. Значительные осевые нагрузки, возникающие при сверлении, воспринимаются в легких станках радиально-упорными подшипниками, а в средних и тяжелых станках — шариковыми или роликовыми упорными подшипниками 3, смонтированными вв шпиндельной гильзе 2, которая сообщает шпинделю поступательное движение
через реечную передачу, связанную с механизмом осевого перемещения шпинделя. Коробка подач обеспечивает более или менее значительный ряд подач шпинделя, необходимых для работы различными инструментами. В зависимости от размера станка шпиндель имеет 4—12 величин скоростей подачи. Коробка подач получает вращение или непосредственно от шпинделя, или от одного из валов коробки скоростей, связанного со шпинделем постоянными передачами.
В существующих конструкциях коробок подач вертикально-сверлильных станков настройка нужной величины подачи производится переключением блоков зубчатых колес, переключением муфт или перемещением вытяжной шпонки. Коробка подач размещается, как правило, в кронштейне станка.
Механизм подачи в вертикально-сверлильных станках служит для механического и ручного перемещения шпинделя. При механической подаче с помощью сцепной муфты устанавливается связь между выходным валом коробки подач и гильзой шпинделя. При ручной подаче движение передается от маховичка ручного управления непосредственно на гильзу шпинделя, минуя цепь механической подачи. Механизм снабжен устройством для автоматического выключения механической подачи при достижении заданной глубины обработки.
Стол станка служит для закрепления обрабатываемой заготовки. Он может быть неподвижным (съемным) или поворотным (откидным). Стол либо монтируется на направляющих станины, либо выполняется в форме тумбы, устанавливаемой на фундаментной плите. В станках, предназначенных для серийного производства, конструкция стола дает возможность перемещения закрепленной заготовки в продольном и поперечном направлениях (крестовый стол). Такая конструкция стола позволяет последовательно обработать ряд отверстий без повторной установки и крепления заготовки. Существуют столы с программным управлением, где последовательная координатная установка заготовки осуществляется в соответствии с технологическим процессом автоматически.
При обработке на вертикально-сверлильных станках значительная доля вспомогательного времени затрачивается на смену режущего инструмента. Применение быстросменных патронов, позволяющих сменить инструмент без остановки шпинделя, способствует сокращению этого вспомогательного времени. Однако степень автоматизации станка при этом не повышается, поскольку смена инструмента производится вручную. Оснащение вертикально-сверлильного станка специальной револьверной головкой с автоматическим поворотом и фиксацией повышает степень автоматизации станка и в то же время требует наличия автоматического управления изменением чисел оборотов и величины подачи шпинделя. С этой точки зрения перспективной является конструкция вертикально-сверлильного станка мод. 2Б135, разработанная в ЭНИМСе. Коробка скоростей этого станка оснащена бесконтактными электромагнитными муфтами, позволяющими автоматически переключать скорости шпинделя. Вместо ступенчатой шестеренной коробки в цепь подач станка встроена порошковая электромагнитная муфта, которая дает возможность бесступенчато и автоматически регулировать величину подачи шпинделя. Для ручного перемещения шпинделя в цепи подач предусмотрен обгонный механизм.
Конструкция такого типа делает возможной встройку станка в автоматическую линию.
Не нашли то, что искали? Воспользуйтесь поиском:
Определение понятия
Одной из наиболее распространённых разновидностей сверлильного оборудования являются вертикально-сверлильные станки , которые особенно часто применяют для обработки металлических деталей небольших габаритов на мелкосерийных производствах.
Дадим общее определение:
Вертикально-сверлильный станок – это оборудование, главное предназначение которого – обработка отверстий (не более 75 мм в диаметре) в металлических заготовках средних размеров, изготовленных из конструкционных материалов.
С его помощью можно выполнять различные операции по сверлению, обработке и развёртыванию отверстий, нарезанию резьбы, зенкерованию торцов и т.д. с использованием сверлильных инструментов.
Классификация вертикально-сверлильных станков
В зависимости от назначения они делятся на:
- универсальные;
- специальные;
- специализированные.
Первый тип оборудования (универсальные) используют наиболее часто. Их главное предназначение – производства, коэффициент нагрузки которых превышает 50%. Они подходят для выполнения стандартных операций и большинства заготовок. В отличие от них, вторая группа (специальные) предназначена для обработки изделий конкретного типа, поэтому их конструкция несколько отличается: в её состав могут быть включены дополнительные шпиндели, резьбонарезные головки и другие механизмы и инструменты.
По типу управления вертикально-сверлильные станки подразделяются на:
- автоматические;
- полуавтоматические;
- с ручной подачей;
- автоматизированные.
Последняя группа (автоматизированные) используется для оснащения серийного производства.
По количеству шпинделей они делятся на:
По классу точности на оборудование:
- нормальной точности;
- повышенной точности.
По типу конструкции на:
- настольные;
- собственно вертикально-сверлильные (напольные).
Настольные станки закрепляют на столе или верстаке. Изделия второй группы (напольные) оснащены станиной и устанавливаются непосредственно на полу (на фундаментальной плите).
Вертикально-сверлильные станки, о которых идёт речь в данной статье, предназначены для резки металла. Однако встречаются модели, которые позволяют также работать с деревянными заготовками.
Преимущества и особенности вертикально-сверлильных станков
В состав этого высокоточного оборудования входят следующие конструктивные элементы:
- станина (колонна, стойка);
- фундаментальная плита;
- коробка скоростей;
- сверлильная головка;
- один или несколько шпинделей;
- коробка подач и механизм подачи;
- подъёмный рабочий стол;
- рукоятки и штурвалы (при ручной подаче) или ЧПУ;
- лимб;
- шланг подачи смазочно-охлаждающей жидкости (СОЖ);
- электродвигатель.
Тиски и струбцины для закрепления заготовки могут входить в комплект или являться дополнительным конструктивным элементом. Станки с ЧПУ обычно оснащены револьверной головкой, кодовым преобразователем и считывающим устройством.
Принцип работы вертикально-сверлильных станков в целом аналогичен технологии обработки отверстий на других типах оборудования, но имеет свои особенности, обусловленные его конструкцией.
В первую очередь необходимо установить на рабочем столе или прямо на фундаментальной плите заготовку и зафиксировать её при помощи тисков или струбцин. Затем нужный инструмент закрепляют в шпинделе. Для выполнения рабочего задания, т.е. создания отверстия нужной формы, резьбы и диаметра, применяют рабочую оснастку разных типов: свёрла, зенкеры, резьбонарезные патроны и другие инструменты для сверлильных станков. Подготовительный этап завершается совмещением оси сверла и будущего отверстия. При этом чтобы заготовка и шпиндель находились в одной оси, регулируют положение заготовки.
После надёжного закрепления обрабатываемого изделия, установки частоты вращения инструмента и подачи, можно приступать к разработке отверстия. Необходимо включить подачу сверла, электрический двигатель и СОЖ. СОЖ поступает из специального сопла к месту обработки изделия. Ход шпинделя можно отрегулировать рукоятью. Подача осуществляется в вертикальной плоскости. В этом и заключается главная особенность данного типа оборудования. Когда все отверстия высверлены, готовую деталь снимают, убирают стружку.
Благодаря надёжности и точности конструкции и рабочих механизмов вертикально-сверлильные станки обладают следующими преимуществами:
- обеспечивают минимальную шероховатость внутренних стенок отверстий;
- обеспечивают высокую точность диаметра, глубины и расположения высверливаемых отверстий;
- быстры, удобны в использовании и высокопроизводительны.
Итак, особенностями данного типа оборудования являются:
- обработка детали посредством её перемещения относительно используемого инструмента;
- крепление инструмента при помощи патронов и переходных втулок;
- наличие лазера;
- вертикальный ход подачи.
Сфера применения вертикально-сверлильных станков
Они применяются как на крупных промышленных предприятиях, так и в частных мастерских. Они подходят и для индивидуального использования, и для мелкосерийного производства, и для массового выпуска.
Где купить вертикально-сверлильный станок в Москве?
Компания ООО «СДТ» предлагает приобрести вертикально-сверлильный станок настольного или напольного типа по цене производителя. Предлагаемая нами техника позволят Вам работать с цветными металлами, стальными и чугунными заготовками, а также с неметаллическими изделиями.
Цена вертикально-сверлильного станка может быть различной, в зависимости от выбранного Вами производителя, типа и модели оборудования. По вопросам приобретения, условий гарантийного обслуживания и стоимости оборудования Вы можете проконсультироваться с менеджерами компании.
Сверлильные станки с вертикальным расположением шпинделя называют вертикально-сверлильными станками.
Одношпиндельные вертикально-сверлильные станки подразделяются на:
Настольные вертикально-сверлильные станки являются самыми распространенными и применяются как в домашних мастерских, так и в цехах промышленных производств. У большинства таких станков шпиндель получает вращение через клиноременную передачу от электродвигателя. Частота вращения регулируется перекидыванием ремней на шкивах. Подача режущего инструмента осуществляется вручную за счет перемещения рукоятки. Максимальный диаметр сверления в стали составляет 16 мм.

Вертикально-сверлильные станки на колонне способны обрабатывать отверстия от 18 до 75 мм: сверлить, нарезать резьбы, развертывать. Процесс работы выглядит как установка заготовки на столе, совмещение осей сверла и заготовки, ее закрепление и обработка. Если необходимо обработать два и более отверстий, данные операции повторяются. Невозможность перемещения шпинделя в радиальном направлении является недостатком, т.к. каждый раз приходится откреплять, устанавливать и закреплять деталь для обработки. Эти типы станков имеют коробку скоростей и механическую подачу.
![]()
Вертикально-сверлильный станок на колонне Optimum
Характеристики
Основными характеристиками при подборе станка для работы являются:
- максимальный диаметр сверления в стали;
- вылет шпинделя;
- мощность;
- напряжение питания;
- диапазон частот вращения шпинделя;
- количество скоростей.
Обозначение
Оборудование советского производства обозначается согласно классификации ЭНИМС.
Первая цифра обозначает группу оборудования, вторая тип сверлильного станка, третья и четвертая – максимальный диаметр сверления. Буква в аббревиатуре говорит о проведенной модернизации. Например, 2М112 – станок относится к сверлильной группе, М – была проведена модернизация, 1 – вертикально-сверлильный станок, 12 – максимальный диаметр сверления в стали 12 мм.
Современные импортные станки не имеют стандарта маркировки. Каждый завод-изготовитель вводит свой стандарт маркировки и придерживается в своей линейке оборудования. Этот момент усложняет подбор, т.к. не всегда понятно из названия станков его характеристики.
Производители
На сегодняшний день можно встретить станки зарубежных производителей: Proma, Optimum, Jet, Triod, Knuth, Энкор. В линейке этих производителей присутствуют станки начиная от бытовых и заканчивая большими производственными сверлильными станками.
Станки марки Proma
Производство станков осуществляется на территории Китая, но бренд имеет чешские корни. Компания существует на российском рынке уже порядка 20 лет. На территорию РФ поставляется 23 модели вертикально-сверлильных станков и 1 модель радиально-сверлильных станков.
По характеристикам данный сегмент оборудования закрывает практически любые задачи бытовых мастерских, ремонтных цехов, производств. Ассортимент включает в себя станки с вертикальным расположением шпинделя с максимальным диаметром сверления от 6 до 50 мм, с ременным приводом и коробками скоростей, напряжением питания 220 и 380 В.
Станки марки Optimum
Optimum является немецким брендом. Часть станков изготавливается на территории Германии, другая часть – Китая. В ассортимент входят 36 сверлильных станков различных типов: настольные – с максимальным диаметром обработки 13 – 26 мм, колонные – от 20 до 50 мм. Некоторые модели обладают автоматической подачей и функцией резьбонарезания.
Важным конкурентным преимуществом компании является комплектование станков бесступенчатым приводом шпинделя – обороты шпинделя изменяются за счет электронного частотного регулирования (модели Vario) или механического клиноременного вариатора (модели DH Vario).
Механический клиноременный вариатор обеспечивает высокий крутящий момент на низких частотах вращения сверлильного узла, а также позволяет подобрать оптимальный режим работы – сбалансированность скорости резания и стойкости инструмента, тем самым повышая производительность обработки.
Станки подразделяются на несколько серий:
- B – для дома и мелких мастерских;
- Pro – профессиональный — для производственных и ремонтных цехов;
- High – профессиональных станки для промышленного использования, обладающие высокой частотой вращения (4000 – 4800 мин-1) и предназначены для ответственных работ.
Остальные модели станков, не вошедшие в серии, специализированные, т.е. предназначены для обработки определенных видов материалов и определенных работ. Например, модели B30BS Vario и B30VGM Vario благодаря вариаторам предназначены для сверления и нарезания резьб в цветных материалах, композитах и пластиках.
Станки марки Jet
Компания Jet возникла в США в 1958 году, а в 1988 году произошло ее слияние со Швейцарской компанией Walter Meier AG.
В ассортименте насчитывается 16 вертикально-сверлильных станков (с ременным и редукторным приводом) и 6 радильно-сверлильных станков.
Технические возможности оборудования позволяют обрабатывать отверстия диаметром от 3 до 50 мм. В линейке также присутствует сверлильно-резьбонарезной станок MASCHTEC KST-340, позволяющий нарезать резьбы в стали до М12, в чугуне до М14.
Вертикально-сверлильные станки по компоновке подразделяются на несколько типов:
- ручные настольные – устанавливаются на столы, верстаки, подача осуществляется перемещением рукоятки в ручную;
- со шпиндельным узлом на колонне – устанавливаются на фундаментную подушку, имеют коробку скоростей, долговое время переналадки;
- с постоянными шпинделями;
- с переставными шпинделями.
Сверлильный инструмент
Чтобы закрепить режущий инструмент (сверла, развертки, зенкера, метчики) используют специальные патроны и промежуточные приспособления, а если позволяют размеры инструмента, то устанавливают непосредственно в шпиндель.
Посадочные отверстия шпинделей станков стандартизированы. Как правило, они имеют коническую форму (конус Морзе).
Если конус хвостовика режущего инструмента имеет отличный конус от конуса шпинделя вертикально-сверлильного станка, то применяют переходные втулки. Например, сверло крепится во втулке, а втулка в посадочном гнезде шпинделя. При необходимости закрепить цилиндрическое сверло, то используют разрезные втулки: внутри они имеют цилиндрическое отверстие, снаружи – коническое.
Сверлильные патроны более универсальные, т.к. в них легче и быстрее закрепить режущий инструмент, а если они быстрозажимные, то это сокращает еще и время.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
