

Острота ножа – один из главных параметров, влияющих на качество обработки древесины. Кроме того, данная характеристика влияет и на степень безопасности при работе на станке.
Зачастую человек не желает раз за разом бегать в поисках места, где бы он мог привести свои режущие инструменты в надлежащее состояние. В таком случае ему впору задуматься об изготовлении самодельного заточного станка, который бы решил вопрос остроты строгальных ножей раз и навсегда.
Устройство точильных станков
Развитие промышленного оборудования не стоит на месте. Постоянно происходит стремительный рост требований к скорости и, самое главное, к качеству обработки материалов. В связи с этим возникает необходимость в создании режущего инструмента с высокими параметрами.
Одной из основных проблем, появляющихся в процессе работы, является заточка ножей. Именно это определяет основные возможности станков и их пригодность к эксплуатации.

В зависимости от решаемых задач, подобные аппараты подразделяются на два типа: универсальные и специальные. Первые – это точильные устройства для поверхностей большинства режущих элементов. Они оснащаются разнообразными приспособлениями, позволяющими закреплять, устанавливать и точить ножи.
Вторая категория предназначена для работы с червячными фрезами, сверлами, дисковыми пилами и другими специализированными инструментами.
Все агрегаты оснащаются различным оборудованием, которое определяет степень автоматизации и контроль точности выполняемой работы. Конструкции станков также бывают разные. Это могут быть стационарные приспособления или же временные, которые можно размещать на любых горизонтальных поверхностях.
Несмотря на широкий ассортимент предлагаемых видов оборудования, с целью экономии средств станок для заточки ножей может быть изготовлен своими руками.
Хотя, конечно, множество моделей универсальных аппаратов позволяет выбрать наиболее подходящий тип оборудования, способного решить поставленные задачи.
Самодельный станок для заточки ножей
Изготовление самодельных станков чаще всего обусловлено двумя причинами. Первая – жажда сэкономить свои средства. Вторая – проявить свое мастерство и сделать все своими руками именно так, как того желает душа.

Например, очень часто можно столкнуться с необходимостью приведения в порядок только определенных инструментов. Это могут быть сверла, фрезы, пилы или же фуговальные ножи.
В каждом конкретном случае необходим отдельный подход. Самостоятельная сборка станка позволит сделать удобный агрегат для работы с определенными элементами.
Кроме всего прочего наличие точильных агрегатов существенно сэкономит расходы, направленные на покупку новых ножей либо на их восстановление в сторонних мастерских.
Кроме того покупка в магазине гарантирует то, что аппарат будет решать поставленные задачи продолжительный срок. Также следует вспомнить о степени автоматизации. Конечно, в профессиональных устройствах применяется электроника, которую изготовить в домашних условиях без должного опыта просто невозможно.
Вариант 1
Самодельный станок для заточки строгального станка позволит не только поддерживать инструмент в надлежащем состоянии, но и сэкономит время на походы в другие мастерские.
Одним из вариантов создания подобного устройства является использование двигателя с абразивным кругом, наждаком либо приспособлением для заточки с зафиксированным в нем ножом.

Изготовить данный аппарат можно частично из алюминия, металла и дерева. При этом используются подшипники и направляющие, сделанные из подручных материалов, например, уголков трубы или др.
При ровной установке ножей их можно затачивать на большом абразивном бруске. Если такового нет в наличии, следует использовать наждачную бумагу, наклеенную на ровную поверхность.
В зависимости от требований к конечному результату, можно варьировать скорость данного процесса. При наличии выщерблин необходимо предварительно использовать ленточно-шлифовальную машину, а в завершающем этапе обработать инструмент абразивным бруском либо самодельным из наждачной бумаги.
По конструкционным особенностям станки также могут отличаться друг от друга. Первый вариант – устройство с неподвижной основой. Угол ее наклона может быть изменен, однако в остальном она находится в фиксированном положении.
Брусок крепится к пруту, который вставляется в петлю подвижного фиксатора, расположенного на другом стержне. Недостатком данной конструкции является «гуляющий» угол из-за отсутствия жесткой фиксации.
Установка ножа осуществляется посредством двух стальных пластин, закрепленных на неподвижной площадке. Ослабив крепеж вставляют лезвие и зажимают его. Затем регулируют высоту бруска так, чтобы был выставлен требуемый угол.
Вариант 2
Второй тип конструкции предусматривает подвижную площадку, а также магнитный держатель. Этот вариант лишен недостатков предыдущего агрегата. Неподвижной в данном устройстве оказывается рама с бруском, определяющая угол.
Нож, в свою очередь, устанавливается на подвижном столике. Выбор держателя остается за мастером. Можно использовать магнитный тип или обычный, из металлических платин и «барашков».

Как видите, самому сделать станок для заточки ножей не так уж и сложно. Если возникают какие-либо проблемы, можно всегда воспользоваться помощью обучающих видео из интернета. При правильном соблюдении всех инструкций изготовить подобное оборудование сможет каждый.
Точильный станок для ножей – необходимое оборудование в мастерской каждого мастера, работающего с деревом. Своевременное решение проблемы заточки ножей поможет не только ускорить процесс обработки материала, но и сэкономит время и деньги.
Зачем ходить по другим мастерским, если можно самостоятельно изготовить необходимое оборудование своими руками?

Заточка ножей для деревообрабатывающих станков — это обязательный процесс, который можно выполнять своими руками при помощи специальных приспособлений. Заточка — это восстановление прежних режущих возможностей ножовок, валов ножниц, строгальных, фуговальных и прочих устройств для обработки дерева.
Общие сведения

Фото заточенных ножей
- Чтобы заточить ножевой вал строгального, фуговального станка, вам потребуется соответствующее приспособление;
- Работа по заточке выполняется своими руками;
- Умельцы научились собирать точильные устройства;
- При восстановлении ножовок, фуговальных устройств, затачивая ножевые валы, обязательно придерживайтесь нескольких рекомендаций, четко следуйте технологии;
- Если зубья ножовок, ножевые валы окажутся заточенными неправильно, качество обработки инструментами древесины существенно ухудшится;
- Точильные камни — неплохая альтернатива для точильного станка. Но если есть возможность собрать своими руками или приобрести точильный станок, обязательно ею воспользуйтесь.
Подготовительные мероприятия

Схема устройства станка для заточки ножей деревообрабатывающих станков
Если вам потребовалась заточка ножей для деревообрабатывающего станка, начинать следует с обязательных этапов подготовки. Не так важно, какие параметры имеет ножевой вал или режущие листы ножовок 13 мм, 20 мм или все 200 мм, заточка им потребуется обязательно.
Некоторые предпочитают отдавать затупленные валы в специальные мастерские, где легко восстановят прежнюю остроту ножа на 200 мм или небольшого фреза токарного станка. Но как заказывать заточку, так и покупать новые ножевые валы — дело финансово затратное.
Подготовка к заточке начинается со знакомства с доступными средствами восстановления поверхностей режущих инструментов и некоторых рекомендаций.
- Для поддержания фуганков, строгальных станков, ножовок в рабочем состоянии, соберите или купите соответствующее точильное приспособление.
- Самый простой, бюджетный вариант — это точильный камень. Но качество обработки напрямую зависит от ваших умений работать с камнем. Если таковых не имеется, добиться нужного уровня заточки крайне сложно. Плюс камни не способны справиться со всеми типами режущих инструментов, которыми комплектуют современные деревообрабатывающие станки.
- Выбирайте станок, который способен затачивать на низких оборотах, поскольку это положительно влияет на качество обработки.
- Рекомендуемый элемент оснащения точильного станка — это система водяного охлаждения.
- Внимательно изучайте комплектацию бытовых деревообрабатывающих станков. Зачастую там уже присутствует точильный камень, который оптимально подходит по параметрам для обработки используемых ножей.
- Если камень не предоставлен в комплектации, его придется приобрести отдельно, выровнять специальным приспособлением, сгладить. Только так вы сможете качественно заточить ножевые валы фуговальных станков.
- На станках есть функция установки угла наклона, регулируемый специальным винтом. Вращая винт и меняя положение точильного приспособления, вы сможете правильно закрепить инструмент относительно камня.
- Следующий подготовительный этап — это держатель, в который устанавливают ножевой вал.
- Если вы новичок, начинать первую работу с ножей на 200 мм не рекомендуется. Начните буквально с 13-15 мм, а постепенно вы научитесь обрабатывать 200 мм и даже 2 мм. Для этого нужно скопить определенный опыт.
- Длина ножа — это не принципиальный параметр, поскольку нож в держателе может перемещаться на требуемое вам расстояние.
- Следите за тем, чтобы держать прочно фиксировал вал. В противном случае вы получите существенный перекос, из-за которого пострадает качество деревообработки.
- Детально изучите руководство по эксплуатации приобретенного точильного станка. Если это собранный своими руками инструмент, придется опираться на чертежи и доступную информацию в сети о конкретном проекте точильного приспособления.
Заточка
Чтобы выполняемая заточка ножей для деревообрабатывающего станка дала положительный результат, вы смогли возобновить работу с оборудованием на прежнем по качеству уровне, нужно придерживаться нескольких достаточно простых правил.
- Держатель точильного станка может перемещаться влево и вправо относительно камня для заточки ножей.
- Не допускайте, чтобы лезвие оказывалось за краем.
- Сразу зафиксируйте держатель на расстоянии 12 мм от края точильного круга.
- Когда выполняется заточка ножей на 200 мм или более мелких его вариаций, убедитесь в том, что на станке активирована функция водяного охлаждения.
- Система охлаждения требует постоянного контроля. Бачок обычно имеет небольшой объем, потому воду нужно периодически доливать. Если она закончится, а процесс заточки продолжится без охлаждения, вы рискуете испортить довольно дорогостоящий нож.
- По мере обработки ножей, вода из системы охлаждения может скапливаться на полу. Поскольку точильные станки — это электрические приспособления, предусмотрите возможность отвода воды от ног, работайте в резиновой обуви. В любом случае, стоять в луже воды при работе с электрическим станком — это всегда опасно. Придерживайтесь правил техники безопасности.
- Следите за чистотой точильного камня. Он загрязняется довольно быстро при активной эксплуатации.
- Очищаются точильные круги станков с помощью специального приспособления. Этим очищающим бруском должны комплектоваться станки, но если его нет в наборе, тогда придется приобрести отдельно.
- Каждая последующая заточка, согласно правилам эксплуатации, выполняется только при условии, что камень очищен. Потому после каждой заточки вооружайтесь очищающим бруском, обрабатывая им станок.
- В среднем на заточку с помощью специального станка уходит около 10-20 минут. Все зависит от типа и размеров инструмента, который затупился в результате проведенных операций по деревообработке.
- Выполнив заточку инструментов деревообрабатывающих станков, не спешите их возвращать на место и продолжать работу. После обработки на станке, инструмент нуждается в доводке.
- Доводка заключается в нанесении на поверхность режущего элемента специальной пасты. Действуйте согласно инструкции, которую предлагает производитель пасты-доводки на упаковке. Разные пасты могут несколько отличаться по методам нанесения.
Если вы все сделали верно, то нож должен получиться идеально ровным, остро заточенным, лишенным любых неровностей, заусенцев. Не переживайте, когда с первого раза результат не оправдывает ожидания. На это требуется некоторое время и немного опыта. Вот почему начинать стоит с простых и недорогих ножей, которые не жалко испортить.

Далеко не все бытовые точила позволяют затачивать строгальные ножи электрорубанков, дисковые пилы и фрезы. Поэтому некоторые умельцы вынуждены обращаться за помощью в мастерские, имеющие соответствующее оборудование. Большинство же сами затачивают пилы вручную, а ножи рубанка лишь подправляют оселками и эксплуатируют их до тех пор, пока они не затупятся вовсе. Попытки заточить ножи на обычном точиле, как правило, заканчиваются неудачей, так как ровно снять длинную режущую кромку, удерживая нож руками под строго заданным углом, — дело непростое.
С помощью сконструированного автором универсального заточного устройства стало возможным вполне удовлетворительно затачивать ножи шириной до 200 мм. Данное приспособление является приставкой к деревообрабатывающему станку. Его размещаем на малом пильном столике 7, который навешиваем на передние боковые стойки корпуса станка с помощью технологических уголков 6 (рис. 1). Пильный стол и дисковую пилу на время заточки необходимо снять, а вместо последней установить чашечный абразивный круг 4.
В основу приспособления для заточки ножей положен известный принцип: во-первых, это продольная подача затачиваемого ножа (см. рис. 1). определяющая величину съема металла; во-вторых, возвратно-поступательное движение ножа параллельно торцевой части чашечного круга. При этом пластина ножа жестко фиксируется под строго определенным углом (угол заточки З7°-42°) к торцу абразивного круга. Продольная и поперечная подачи осуществляются плавно, с помощью ходовых винтов универсального двухкоординатного стола 8, а угол заточки устанавливается при наладке и остается неизменным во время заточки. В результате за несколько проходов сошлифовывается ровный слой металла, восстанавливается правильная геометрия лезвия и формируется острая режущая кромка.
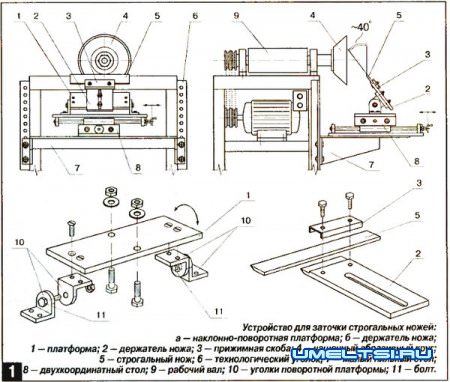
Вначале остановимся на конструкции узла крепления ножа и установки его под определенным углом к торцу абразивного круга. Этот узел монтируется на верхней плите двухкоординатного стола 8 В него входят: поворотная платформа 1, уголки 10 поворотного устройства, держатель 2 и скоба-прижим 3 ножа.
Держатель 2 представляет собой прочную стальную пластину толщиной не менее 5 мм с продольным пазом под винты крепления его к поворотной платформе. Продольный паз необходим для настройки и регулировки устройства во время установки необходимого угла заточки. На одном конце держателя 2 имеется уступ, к которому затачиваемый нож 5 поджимается скобой 3 с помощью двух болтов.
Платформа 1, на которой установлен держатель ножа 2, имеет возможность поворачиваться на угол до ±75° и стопорится в заданном положении болтами 11. Плавная регулировка всего устройства по высоте не предусмотрена. Ее выставляем при наладке так, чтобы затачиваемая кромка ножа располагалась ниже оси вращения рабочего вала 9 путем изменения высоты установки малого пильного столика .
Продольная и поперечная подачи осуществляются ходовыми винтами универсального двухкоординатного стола (рис. 2). Его собираем из двух П-образных частей, центрального соединительного узла 4, круглых направляющих штанг 2 и ходовых винтов 3. Размеры стола определяются его назначением. Так, для заточки строгальных ножей длиной 200 мм верхняя плита 5 и основание 1 должны иметь длину не менее 350 мм, а ширину — около 200 мм. Что касается центрального соединительного узла 4, то оптимальные его размеры в этом случае будут 110x110x55 мм. При конструировании и изготовлении стола необходимо стремиться к тому, чтобы он имел суммарную высоту не более 80 мм.

Центральный соединительный узел можно согнуть из металлического листа толщиной 3-4 мм (см. рис. 2а) или сделать из цельного бруска (рис. 2б). В крайнем случае, его можно сделать даже из бруска твердой древесины, а латунные втулки 16 для направляющих штанг и гайки 15 ходовых винтов вклеить эпоксидным клеем.
Верхний и нижний П-образные элементы стола собраны из отдельных стальных деталей. У этого варианта конструкции есть свои преимущества: заготовки имеют меньшие размеры, их можно обрабатывать и рассверливать совместно, что позволяет добиться соосности отверстий под направляющие штанги и ходовые винты.
Направляющие штанги 2 — стальные, диаметром 10-12 мм, на обеих концах имеют резьбу для крепления гайками в соответствующих отверстиях боковых стоек 6. Ходовые винты 3 проще всего сделать из имеющихся в продаже стальных стержней с резьбой. Диаметр их также должен быть не меньше 10-12 мм (резьба М10 или М12 соответственно). В этом случае потребуется проточить только один из их концов под латунную втулку 7. Именно такой вариант конструкции показан на рис. 2. Упорный поясок ходового винта сделан из круглой гайки 9, которая закреплена на резьбовом стержне стопорным винтом 10 (МЗ). Упорная втулка 8 (латунь) имеет внутреннюю проточку под упорную гайку 9 ходового винта. Маховичок 11 жестко закреплен на свободном конце резьбового стержня контргайкой 13. Гайка 14 предназначена для фиксации ходового винта 3 во время работы в любом необходимом положении.
Все детали двухкоординатного стола нуждаются в тщательной подгонке и аккуратной сборке. Только в этом случае он будет иметь легкий ход без люфтов. Для заточки инструментов эти требования являются решающими. Поэтому при сборке и наладке стола необходимо уделить особое внимание прочности и жесткости всей конструкции. Вместе с тем, механизм продольных и поперечных подач стола должен иметь минимальное трение в подвижных узлах, чтобы все перемещения осуществлялись без толчков и заеданий.
Это же устройство можно использовать для заточки дисковых пил и фрез. Причем доработать и изменить необходимо только держатель затачиваемого инструмента (рис. 3). Все остальные элементы конструкции универсального заточного устройства остаются неизменными.
Держатель 5 являет из себя весьма толстую и крепкую (толщиной 5-7 мм) железную пластину с продольным пазом под болты крепления ее к наклонно-поворотной платформе 6. Бля того, чтобы крепить дисковую пилу 3 на пластине держателя 5 служит подставка 4. Затачиваемый инструмент придавливает к подставке 4 главный болт 12 с пружиной 11 через центрирующую шайбу 10. Последняя имеет особый кольцевой выступ, имеющий диаметр, равный диаметру посадочного отверстия дисковой пилы (фрезы) — 0 16,20,22. мм.

Шайбы 9 нужны для чёткой регулировки подставки по высоте. Верно выставленный затачиваемый инструмент 3 обязан размещаться немного ниже оси вращения абразивного круга 2. Все другие настройки и регулировки делаются точно так же, как и при заточке строгальных ножей.
Заточка дисковых пил и фрез на данном приспособлении происходит стандартным методом — путем шлифования передних граней их зубьев. При этом зубья пил для продольной распиловки затачивают под прямым углом к боковой плоскости (рис. За), а зубья пил для поперечной распиловки — под углом 60-70′ (рис. 3б). При надобности такое устройство даёт возможность вернуть правильную затыловку режущей кромки зубьев, а помимо этого убрать биение пильных дисков по диаметру.
Возможности указанного приспособления не ограничиваются заточкой ножей, дисковых пил и фрез. Оно позволяет затачивать практически все бытовые инструменты: железки ручных рубанков и стругов, стамески и резцы и даже ножи для фрезерных головок с фигурной режущей кромкой. Необходимо изготовить только несложные держатели для этих инструментов.
И еще один совет. В конструкции данного устройства не предусмотрено специальных средств для охлаждения затачиваемого инструмент. Поэтому все операции по заточке необходимо выполнять без применения излишних усилий и спешки.
